Industry Insights
Latest Trends in Intelligent Robot End-of-Arm Tooling
The role of robot end-of-arm tooling has never been more important. With robot users demanding more versatility in their processes, manufacturers are under pressure to deliver flexible, intelligent end-of-arm tooling (EOAT) that adds value to the overall system. From servo grippers and hybrid tooling, to advanced tool changers and control modules, today’s EOAT is not only easier to implement and easier to use, it’s down right smart.
Application-specific grippers are bringing robotics within arm’s length of a broader audience, to new industries and small to midsized businesses that would have considered it out of reach just a year ago. A new breed of anthropomorphic end effector not only plays nice in the lab, it’s finding its way onto the shop floor. And a magnetic gripper that’s the polar opposite of anything on the market is attracting fans.
Pick and place, weld, deburr, apply material, inspect and locate, load/unload – and do it all with one EOAT – robot users are throwing down the gauntlet, and manufacturers are raising their “hands” to the challenge.
Flexible, Intelligent EOAT
With a glut of homogenous grippers on the market, leading manufacturers are working to differentiate themselves from the commodity-laden torrent. End-of-arm tooling manufacturers are asking themselves how they can add more value to their EOAT.
“The way we’re adding value is with smarter and more flexible end effectors, EOAT that actually acts with intelligence rather than placing the burden on the robot itself,” says Henry Loos, Application Engineer at Applied Robotics Inc. in Glenville, New York. As a result, we’re starting to see lines of demarcation among different manufacturers, and customers are shopping around more.”
“By moving intelligence out to the end-of-arm tooling and allowing the end effector to make some positioning decisions on its own, independent of the robot, we wind up with a system that the robot programmer can then program more quickly and easily,” says Loos. “People are pumping out applications much quicker.”
 “Even though you’ll spend more upfront for this intelligent end-of-arm tooling, you’ll save tons in expensive programming labor,” he says. “And when you need to make a quick change to the system, the faster your EOAT allows you to make that change, the less downtime you will have and the less you will be paying your process engineers to re-process the station.”
“Even though you’ll spend more upfront for this intelligent end-of-arm tooling, you’ll save tons in expensive programming labor,” he says. “And when you need to make a quick change to the system, the faster your EOAT allows you to make that change, the less downtime you will have and the less you will be paying your process engineers to re-process the station.”
Servo Grippers
Flexibility is one of the biggest differentiators and the common denominator in the latest EOAT trends. Robot users are asking for end-of-arm tooling that can handle multiple sizes of similar materials, or end effectors to handle different kinds of materials, or hybrid technologies that tackle multiple tasks with the same EOAT.
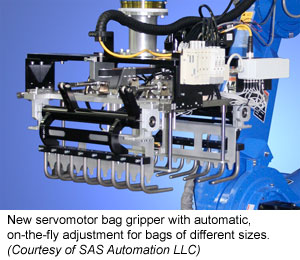
“Our customers want to utilize the same tool for various sized bags without having to use some kind of manual width adjustment,” says John Westbeld, Engineering Manager at SAS Automation LLC in Xenia, Ohio. “Our new Servo Bag Gripper SBG50 incorporates a servomotor with a belt and pulley system to automatically adjust on-the-fly between different bag widths.”
“This tool also provides the ability to operate one robot on two lines with different sized bags. It will adjust the width on-the-fly from one side to the other as you palletize two different lines at the same time, with one robot and one EOAT.”
This video shows the servo bag gripper in action handling different sized bags.
Westbeld says that the robot must be preconfigured with a 7th axis controller in order to control a servomotor. “It’s more user friendly for the teach pendant and programming because the servo-driven EOAT shows up as a 7th axis just like any other axis on the robot. It’s more work on our end, but much more user friendly.”
“By building the user friendliness right into the equipment, it’s also easier on the integrator,” he adds. “There’s less programming knowledge involved. If any portion of the project can be simplified, they can install it faster and troubleshoot it easier.”
Applied Robotics’ Loos extols the benefits of servo-based, flexible grippers. “Servo-based grippers are able to adapt to irregularities in a part, meaning the robot programmer doesn’t have to hit that perfect spot all the time to grip the part. It saves an incredible amount of time. Servo also gives you an almost infinite range of options in positioning. Whereas an air cylinder-based clamp is either open or it’s closed. You’re either grabbing or you’re not grabbing. With servo you can engage a part that is slightly irregular or packaged in a slightly irregular way.”
This video shows a compact, servo-driven gripper used for biomedical applications where tight tolerances are often required. “It has to fit in tight spaces, move precisely and handle product very gently,” says Loos. “In tight spaces, like handling titration trays, tubes, etc., the consequences of a dropped item are very steep.”
Modular Vacuum Grippers
End-of-arm tooling designed to handle various kinds of materials in varying shapes and sizes is also trending. “Many of our customers are looking for lighter-weight tooling, especially when they want the EOAT to handle many different kinds of parts, (more flexibility in the EOAT often means more components and more weight) but at same time they still want to use the smallest robot possible,” says Volker Schmitz, President of Schmalz Inc. in Raleigh, North Carolina.
“This is especially true in the consumer goods industry where the packaging is changing so often,” he adds. “Customers are asking for tooling that will not only handle their current packaging, but packaging two to three years down the road, but we don’t know what it’s going to look like in the future.”
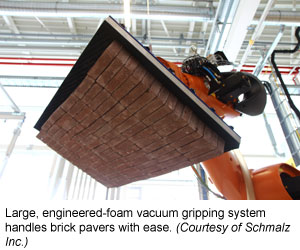 Schmalz recently launched its large-area vacuum gripping system, the FMP. The patent-pending “vacuum bars” as Schmitz refers to them are designed to handle various materials such as wood, metal sheet, glass, cardboard, or plastic with different shapes, surfaces and dimensions.
Schmalz recently launched its large-area vacuum gripping system, the FMP. The patent-pending “vacuum bars” as Schmitz refers to them are designed to handle various materials such as wood, metal sheet, glass, cardboard, or plastic with different shapes, surfaces and dimensions.
“With suction cups, the problem is that the cup has to completely cover a product,” explains Schmitz. “If it hits half on a box or pouch, then that suction cup becomes basically meaningless, because it’s not generating vacuum and it’s just leaking air.”
“The vacuum bar doesn’t care where the product is located. It’s kind of like a vacuum cleaner in how anything underneath it gets sucked up. But it doesn’t have to perfectly seal around everything that it’s gripping. The vacuum bars can handle a lot of different shaped and sized products without having to change the gripper.”
“If the product is a sheet metal or a glass, or these paver stones (as shown), that stay level or flat, then we can pick those up with an engineered foam and that’s usually the best product because it’s the most versatile on those kinds of materials.”
Hybrid Tooling
Another trend is ‘hybrid tooling’ that combines multiple gripper technologies in one end-of-arm tool. “Customers want one universal gripper for all parts,” says Schmitz. “So that’s what we try to focus on, is engineering an EOAT that will grip all their products without changing tools. To accomplish that, we sometimes have to use a combination of different technologies all in one tool. For example, part of the tool will have suction. Another part will have a mechanical clamping arm around it.”
This video shows a hybrid EOAT in a palletizing demo moving entire layers of different materials.
This video demonstrates pallet, slip sheet and bag handling combined into one hybrid EOAT.
Advanced Tool Changers
No stranger to the EOAT market, tool changers have continued to get more flexible, robust and easier to use. But with these advancements come new challenges.
“We’re seeing demand for tool changers that have the ability to pass through more utilities, and even more challenging needs like incorporating vision and different bus networks,” says Catherine Morris, Director of Automotive Sales at ATI Industrial Automation in Apex, North Carolina.
“Tool changers have had electric and air pass-through for awhile,” says Dan Peretz, VP North America of IPR Robotics Inc. in Troy, Michigan. “The trend now is allowing other materials to pass through the tool changer. IPR has developed patented tool changers that allow material to pass through them, whether that is paint, PVC or wax. There are a variety of different materials being applied in various applications.”
“We’re expanding into areas requiring components that can stand up to extreme heat, extreme cold, high-pressure water applications, both for high-pressure cleaning and underwater applications, and other extremes such as radiation,” says Bob Little, ATI’s CEO.
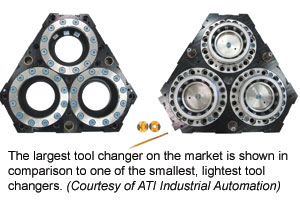 ATI recently introduced its largest tool changer, the QC-1510 Heavy-Duty Tool Changer, which can handle payloads up to 4,080 kg. The modular construction allows integration with applications requiring high-power, coolant, servo, a variety of bus networks, and discrete signal capabilities by incorporating separate modules that can be mounted on any of nine available flats.
ATI recently introduced its largest tool changer, the QC-1510 Heavy-Duty Tool Changer, which can handle payloads up to 4,080 kg. The modular construction allows integration with applications requiring high-power, coolant, servo, a variety of bus networks, and discrete signal capabilities by incorporating separate modules that can be mounted on any of nine available flats.
Along with the largest, ATI also recently developed its smallest tool changer. The QC-001 Micro Tool Changer weighs less than 122 grams while handling up to 1.4-kg payloads. Morris says the micro was developed in response to robot manufacturers introducing high-speed delta robots.
“On the other side of the spectrum, our largest tool changer, which is the largest in the world, was developed in response to a non-robotic application,” says Morris. “It was a big gantry system where they were trying to move around half of an airplane and our strongest wasn’t quite up to it.”
In addition to the flexibility tool changers provide and the safety aspects of reducing the frequency the operator has to enter the robot cell to change end effectors, ATI’s CEO says one of the primary benefits of tool changers is maintenance. “It’s a time issue. When we’re talking about somebody changing out an end effector, we’re looking at maybe 20 minutes of work for somebody to get it off a robot and get another one back on. A tool changer can do it in 3 to 6 seconds.”
“Then you have the other benefit which is quality,” Little continues. “When a robot is exchanging tools with a tool changer, it’s done quickly and accurately. If it’s done manually, you have the potential for an error, such as something not being tightened properly. That can create a malfunction later in the line.”
This video shows one of ATI’s tool changers in action exchanging packaging end effectors.
Intelligent Control Modules
Part of making end-of-arm tooling more intelligent is allowing for better communication between the robot and the end effector, and ultimately providing valuable feedback to the end user. Intelligent control modules are bridging the gap between the robot controller, the tool changer and the end effector modules.
Applied Robotics released the latest iteration of its SmartComm™ Control Module. The system’s designer, Henry Loos, describes how it works to the end user’s advantage.
“Not only does it allow our customer to change tooling without suffering any ill network and bus effects, we can now look at the customer’s devices on the end-of-arm tooling and report back to him with any issues about his EOAT, even if it’s not our end effector. Our aim was to make this much easier for maintenance by doing some of that work for them on the front-end.”
![Applied-nextgen on robot 001.JPG] Intelligent control modules communicate with robot controllers and tool changers to provide valuable feedback on end effector performance (Courtesy of Applied Robotics Inc.)](/userAssets/riaUploads/image/Aug13_Applied-nextgen-on-robot.jpg) “SmartComm is also unique in that it is designed to intrinsically handle many of the standard bus networks on the market without having to completely redesign the system, especially if last-minute changes are made to the bus,” says Loos. “And it can talk to any robot controller.”
“SmartComm is also unique in that it is designed to intrinsically handle many of the standard bus networks on the market without having to completely redesign the system, especially if last-minute changes are made to the bus,” says Loos. “And it can talk to any robot controller.”
The control module is designed to work with Applied’s Sigma line of tool changers, including its newly released Sigma NextGen™ tool changer (shown in the photo). Loos says it’s the strongest tool changer in its class with driver design and cam geometry to provide increased moment and acceleration at high payloads, up to 1,500 kg.
“It has a fail-safe coupling mechanism. We can lose nearly all of the air to the changer and still maintain our moment and load rating somewhere up to around 80 percent of total,” Loos adds. “It takes a little more time (milliseconds) to fully engage those cams into a coupled state, but once we get there we’re so much safer against loss of air than ever before.”
For low-volume production with high part variability, tool changers may not always be practical. That’s where highly adaptable, anthropomorphic end effectors are entering the work envelope.
Anthropomorphic and Adaptable Finger Grippers
Largely confined to research labs until recently, where their flexibility and versatility were sought after for testing disruptive robotics technologies, a new breed of anthropomorphic grippers are increasingly strutting their digits on the factory floor. They have grabbed the attention of human collaborative robots designed to work alongside humans in less-structured environments and in small to midsized businesses where robotics is becoming more accessible.
 “Manufacturers are looking for reliable, rugged, flexible and reusable handling solutions,” says Guy Robert, Director of Marketing at Robotiq in Saint-Nicolas, Quebec, Canada. “In past years, manufacturers have seen tool changers as a solution. But costs related to custom tooling design and changeovers made this solution not so attractive for many manufacturers who have to produce parts in low volume.”
“Manufacturers are looking for reliable, rugged, flexible and reusable handling solutions,” says Guy Robert, Director of Marketing at Robotiq in Saint-Nicolas, Quebec, Canada. “In past years, manufacturers have seen tool changers as a solution. But costs related to custom tooling design and changeovers made this solution not so attractive for many manufacturers who have to produce parts in low volume.”
“Manufacturers are also looking to automate applications where there is a high mix of parts. Those parts are becoming more complex to handle due to their shape or the material (fragile, brittle) used to build them. So having a flexible handling tool that can grip a wide variety of parts becomes very important. It becomes even more important when manufacturers want to use this same tool for future production processes.”
A relatively young company in the end-of-arm tooling arena, Robotiq offers a line of flexible and adaptive industrial robot grippers with what Robert refers to as “mechanical intelligence” designed to handle a wide variety of part shapes, sizes and composite materials. The idea is that by using a single robot gripper, the user saves on tooling costs and can improve process efficiencies.
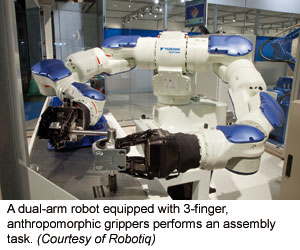
Robotiq’s electric, servo-driven 2-finger and 3-finger grippers enable the user to control grasping factors such as the opening/closing speed of the fingers, force applied on the object being handled, and precise control of the fingers to enable partial open and close for fast cycle times.
The adaptive 2-finger grippers are designed for day-to-day manufacturing where engineers want to automate labor-intensive processes with high part variability. Robert says the typical cell has to handle 5 to 20 different parts, and instead of using a tool changer with many different end effectors, a single robot gripper represents time saved on changeovers and reduced tooling costs.
This video shows a variety of applications for Robotiq adaptable grippers, including bin picking, machine tending and flexible fixturing for welding.
The 3-finger gripper is designed for advanced manufacturing and research. According to Robotiq, it combines the flexibility of anthropomorphic functionality with the reliability of manufacturing EOAT, and reduces programming complexity while providing more gripping options.
In this video Robotiq 3-finger grippers are used to perform 3D bin picking and assembly tasks. They even wield traditional tools for some operations.
Another relative newcomer to the robotic EOAT stage is attracting attention with a magnetic personality.
Switchable Magnetic Technology
A magnetic technology originally hailing from Down Under is creating buzz in the automation world. Switchable permanent magnets emerged from a five-year strategic R&D program funded by the Australian government.
This patented technology uses opposing magnetic fields to effectively turn on and off a magnet, or collapse the magnetic field. Commercialization of the technology was launched by Magswitch Technology from its headquarters in Colorado, where all Magswitch products were designed and tested, most notably a new line of magnetic robot grippers like no other.
 “We’re different because other end effectors on the market use high air pressure to rip a magnet away from the material, which causes impact stress on the magnet and results in shorter service life,” says Michael Blanchard, Engineering Manager at Magswitch Technology Inc. in Westminster, Colorado.
“We’re different because other end effectors on the market use high air pressure to rip a magnet away from the material, which causes impact stress on the magnet and results in shorter service life,” says Michael Blanchard, Engineering Manager at Magswitch Technology Inc. in Westminster, Colorado.
Unlike electromagnets, Magswitch end effectors will remain in the on position if the system loses electric input or air. Blanchard also notes that electromagnets require battery backup and expensive cabling that must be replaced every year.
“Our magnets are much lighter, stronger and easier to turn on and off than any other magnetic switches. Our smallest tool weighs 0.2 lb and has a maximum holding force of 55 lbf. Mechanical grippers are inherently heavy pieces of equipment on the order of three to five times the weight of a Magswitch. Now you can use a robot that is 20 to 35 percent smaller.”
But they can go big, too. You may have seen Magswitch in action at IMTS in Chicago. This video from the event shows a FANUC M-2000iA robot bench-pressing a 1200-kg railway wheelset using 8 Magswitch magnets generating a combined gripping force of 24,000 lbf.
The Magswitch automation line has five product areas. The three primary gripper models include the M-Series, which is a small, single housing designed for flat surfaces. The AR-Series grippers are designed for irregular shapes and come with removable, customizable pole shoes, which Blanchard says customers can cut to fit their particular part configuration.
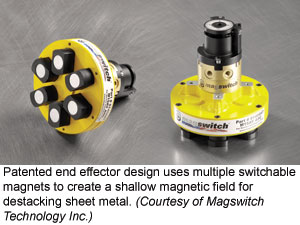
“Our circular array tool (the AY-Series shown in the photo) is a patented design that uses multiple magnets with different magnetic fields to create a very shallow depth of field to destack sheet material,” explains Blanchard. “We can land on a piece of material 0.7 mil thick and take one sheet off of the top of another. It has a very stable magnetic field, so we can move large sheets very quickly and don’t necessarily have to be in balance.”
In this video, Magswitch grippers are used in an automotive manufacturing facility to sort and stage small door panel inner components for a subsequent welding process. In the first phase of the process a delta robot is using vision guidance and a Magswitch AR gripper with extended pole shoes to pick, sort and place different parts onto the appropriate conveyor channels.
Once on the conveyors, the parts are picked by an articulating robot equipped with a high-speed rotary tool and Magswitch AR grippers, each with particular pole-shoe styles custom cut to fit each part configuration. The robot then uses the rotary tool to nest the parts into the appropriate welding fixtures on a turntable.
Right now, a small amount of air is required to turn the magnets on and off. “The largest consumable cost in most production lines is the generation of vacuum,” says Blanchard. “We reduce the consumption of air by around 90 percent. Many factories are trying to replace vacuum systems. We plan to launch airless technology in 2015.”
Application-Specific Grippers
In order to differentiate themselves and meet demands of an ever-increasing number of industries and applications implementing automation, EOAT manufacturers are exploring specialized solutions for unique or extreme applications.
 SAS Automation designed and developed specialized needle grippers used for removing muffins, cupcakes and other baked goods from baking pans, a process called ‘depanning.’ Designed for high-volume, low maintenance depanning, the SAS Muffin Depanner has custom stainless steel needle grippers, each using 4 curved needles to depan 144 muffins from 2 moving baking pans on an oven conveyor.
SAS Automation designed and developed specialized needle grippers used for removing muffins, cupcakes and other baked goods from baking pans, a process called ‘depanning.’ Designed for high-volume, low maintenance depanning, the SAS Muffin Depanner has custom stainless steel needle grippers, each using 4 curved needles to depan 144 muffins from 2 moving baking pans on an oven conveyor.
This video shows the needle gripper assemblies in action.
SAS’ engineering manager says the small-diameter needles leave limited evidence of penetration. “This application also involves hygienic design with stainless steels and food-grade-type polymers, so that everything can be washed down and cleaned,” says Westbeld. “We’ve also used this style of gripper to handle vinyl for automotive applications.”
IPR Robotics custom-designed an end-of-arm tool for handling aluminum die cast automotive engine blocks. The pneumatic-driven EOAT is two-sided for loading/unloading the mold, with the die cast part (as shown) on .jpg) one side. The other side incorporates 3-jaw grippers, 4 in a row, for loading sleeve inserts into the mold prior to casting the part.
one side. The other side incorporates 3-jaw grippers, 4 in a row, for loading sleeve inserts into the mold prior to casting the part.
“The end-of-arm tool has to be very precise in order to properly insert the liner sleeves into the molds before loading the part,” says IPR’s Peretz. “It also has to be robust to withstand extreme temperatures.”
“The tooling manufacturers that are going to continue to thrive,” says Schmitz, “are the ones that are adopting or embracing as many technologies as possible for gripping and combining them to come up with new solutions.”
From dual-duty grippers to intelligent communication modules, the scope of end-of-arm tooling is reaching broader and aiming higher to make the entire robotic system more effective and efficient.
Robotic Industries Association
RIA has transformed into the Association for Advancing Automation, the leading global automation trade association of the robotics, machine vision, motion control, and industrial AI industries.
Discover how Robotic Industries Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteRobotic Industries Association 
RIA has transformed into the Association for Advancing Automation, the leading global automation trade association of the robotics, machine vision, motion control, and industrial AI industries.

Finally! A Real Robot Programming Solution for Mobile
Finally! A Real Robot Programming Solution for Mobile
Flexiv Forecasts the Future of Robotics at IROS 2025
From human-inspired design to next-generation adaptability, Flexiv Robotics showcases and explains the innovations shaping the future of intelligent automation.