Industry Insights
Mechatronics Propels OEMS To Success
Modeling and simulation tools do everything from optimizing component choice to troubleshooting problems.
 For years, machine design followed a very simple flow: the mechanical engineers developed the basic design and forwarded it to the electrical engineers, who added motors and drives. They, in turn, passed the project to the controls engineers, who figured out how to make the system operate as desired. It was a silo-based process, with little communication among disciplines. Each group optimized the design to their particular priorities, not necessarily taking into account the impact their decisions might have on the operation of the machine as a whole. To minimize the cost of materials and machining, for example, a mechanical engineer might call for a holding fixture to be fabricated from a single block of steel, not think about the fact that the increased inertia would significantly impact the ability of the axis to accurately and repeatably arrive at its commanded position without overshoot or ringing. At best, this type of design choice would significantly complicate the task of the controls engineer; at worst it could increase system cost by requiring a higher-torque motor while limiting throughput.
For years, machine design followed a very simple flow: the mechanical engineers developed the basic design and forwarded it to the electrical engineers, who added motors and drives. They, in turn, passed the project to the controls engineers, who figured out how to make the system operate as desired. It was a silo-based process, with little communication among disciplines. Each group optimized the design to their particular priorities, not necessarily taking into account the impact their decisions might have on the operation of the machine as a whole. To minimize the cost of materials and machining, for example, a mechanical engineer might call for a holding fixture to be fabricated from a single block of steel, not think about the fact that the increased inertia would significantly impact the ability of the axis to accurately and repeatably arrive at its commanded position without overshoot or ringing. At best, this type of design choice would significantly complicate the task of the controls engineer; at worst it could increase system cost by requiring a higher-torque motor while limiting throughput.
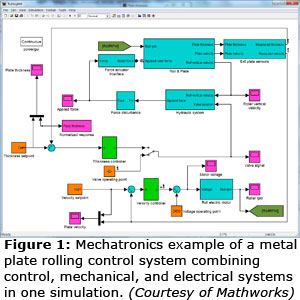
Had the design team applied mechatronic principles to the project, such problems would have been averted. Mechatronics is a design approach based on cross-disciplinary input, often executed with modeling and simulation techniques to rapidly deliver more effective designs (see figure 1). In the example above, the controls engineers might have easily been able to point out the problems with high-inertial components. Simulations would have revealed ringing and overshoot, allowing the team to suggest and model solutions. The answer might have been as easy as switching to a light weighted aluminum fixture. This is a fairly simple example but mechatronics provides a powerful tool for tackling even highly complex challenges.
A typical mechatronic design flow involves first developing the model in 3-D CAD software. Users can then import mechanical data into a system-level simulation involving a combination of electrical, mechanical, and control behavior to assess performance of the integrated system. “We like to say that our simulation model becomes an executable specification because you’re representing the operating characteristics of the system in a simulation environment,” says Tony Lennon, industrial automation and machinery industry manager at Mathworks (Natick, Massachusetts). “The model represents the written requirements and lets everyone see the system interactions and performance with much less ambiguity.”
In many mechatronics software suites, simulation is just the start. Packages can provide motion profiles that can be applied to calculate the torque required for each axis, which can be used in turn to size the motor and drive. Even better, the software allows teams to rapidly assess a number of different mechanical designs, identifying the weak points. Engineers can explore detailed models, complete with performance projections and analysis, before anything is ever built. Some packages can even generate and test control logic to provide tuning parameters for the components upfront. This gives the design team a very clear understanding of how the system will perform once fabricated.
Analysis can be used to quantify the safety factors on different parts, for example. If designers know in advance that one part has a safety factor of 20 and another only had a safety factor of 1.3, for example, they can modify the design to reduce the safety factor of the over-engineered part and increase the safety factor on the other. It’s a level of insight that would not be possible with a physical prototype, short of running cyclic fatigue failure analysis to determine mean time before failure for various parts, which can get complicated, expensive, and time consuming.
 Tools can also be used to determine the effect of load changes on performance, important in today’s manufacturing environment in which one machine is often used to produce and package items in a range of sizes. If the load increases, can the system still perform to the speeds required? If the OEM needs the system to go faster, will the initial design still work? Other tools can be used to examine reduction ratios to determine whether a larger or smaller gearbox might provide better performance or whether smaller motors and drives can still do the job.
Tools can also be used to determine the effect of load changes on performance, important in today’s manufacturing environment in which one machine is often used to produce and package items in a range of sizes. If the load increases, can the system still perform to the speeds required? If the OEM needs the system to go faster, will the initial design still work? Other tools can be used to examine reduction ratios to determine whether a larger or smaller gearbox might provide better performance or whether smaller motors and drives can still do the job.
Faster, better solutions
In terms of actual function, today’s machines are little different than those of a decade ago—a bottler, for example, still puts liquid into bottles and adds caps. In other ways, machines have changed significantly, however. The dynamics have become far more demanding, for example. It used to be that 300 parts per minute was considered high-speed; today, machine builders and customers talk about 400 parts per minute. Now, the challenge is not simply reaching the position, it’s reaching the position in a very short time and remaining there with minimal overshoot, ringing, and settling time. Meanwhile, end users require ever-increasing levels of customization, which means that perfecting a design by building and troubleshooting multiple prototypes is no longer feasible. Machine builders need to deliver much more sophisticated solutions if they want to be competitive—and they need more sophisticated tools if they want to get those machines to market in a reasonable timeframe.
Contech Inc., which specializes in converting equipment, produces only one or two of each model. With so little room for failure, the company uses mechatronic techniques to ensure that there will be no surprises (see figure 2). Thanks to today’s sophisticated mechatronic software suites, there aren’t. “In the old days, it was [2-D CAD] and an Excel spreadsheet, and we had maybe six or eight motors and three or four drives to choose from,” says Gary Wolfe, mechanical engineer at Contech. “Now, we can go from a napkin sketch that the sales guys dream up to a machine in six months or less. It’s amazing—and yet, we couldn’t function any other way. If we tried to go back to the old ways, I could see our costs doubling.”
Robotic Technologies of Tennessee (RTT; Cookeville, Tennessee) develops industrial products like small mobile welding platforms that can climb metal surfaces such as steel storage tanks to make repairs while controlled by an operator on the ground. As a small company, the firm leverages mechatronics to quickly develop prototypes with minimal resources. “It would be inconceivable that we would try to design something without a full integrated mechatronic simulation,” says Stephen Canfield, a principal at RTT. “We have a very short lead between the time we commit to a project, so we have to a have a design that’s very close to what they expect to see onsite.” Canfield is also a professor of Mechanical Engineering at Tennessee Technological University, which offers a concentration in mechatronics to technology students the integrated approach from the very beginning.
ROI Calculator

Discover the potential cost savings of robotic automation over a 20-year system life
This calculator compares your current manual labor costs against the total cost of owning and operating a robotic system over its 20-year lifespan.
Finding and fixing problems
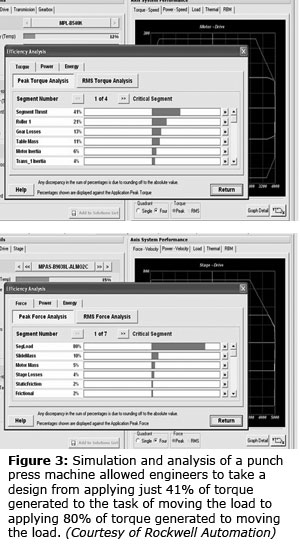
Mechatronics gives users a powerful tool for optimizing designs in a number of ways. Rachel Jacobs, Mechatronics Product Specialist, Rockwell Automation (Mequon, Wisconsin), points to the example of a punch press machine that used a gearbox and belts to convert rotary motion to linear motion. By setting up an accurate model and using mechatronic analysis software, the engineering team discovered that less than half of the torque generated was being used to perform useful work (see figure 3). “When you just look at the overall machine, you can tell that it uses x number of torque units or you can tell how much power it requires but you don’t know where that power is going,” she says. “When you actually do the simulation, you see that 41% of the torque is going to moving the load and the other 59% is going into all these different transmission component losses. That tells me that there’s a huge opportunity here to go back and look at that design to increase the percent of torque that goes towards moving the load.” The team substituted a direct drive linear motor for the rotary motor/belt combination, driving the torque applied to moving the load up to 80%. The change also doubled throughput from 35 parts per minute to 70.
 Using mechatronics allows Contech to be far more responsive to customer needs and changing requirements. Consider a machine with a few axes of motion served by pneumatic actuators. What happens when the customer decides they need more precision? “Say we were getting by with two positions and all of a sudden we realize that if the machine had an intermediate position—not just retracted or extended but a little hover position—we would increase throughput,” Wolfe says. “With mechatronics, we can tell the customer that a full-blown servo axis might cost $8000 but their productivity will go up 10%. That allows management to quickly make an informed decision.”
Using mechatronics allows Contech to be far more responsive to customer needs and changing requirements. Consider a machine with a few axes of motion served by pneumatic actuators. What happens when the customer decides they need more precision? “Say we were getting by with two positions and all of a sudden we realize that if the machine had an intermediate position—not just retracted or extended but a little hover position—we would increase throughput,” Wolfe says. “With mechatronics, we can tell the customer that a full-blown servo axis might cost $8000 but their productivity will go up 10%. That allows management to quickly make an informed decision.”
Mechatronic tools can also provide answers to complex questions. For RTT, the magnetic tracks of the welding vehicles, for example, generate a significant magnetic field, while arc welders generate fields of their own. There’s a very strong interaction between the two; to complicate matters further, the pattern is not static—the tracks are moving any time the robot is in motion. The challenge was finding a way to evaluate that interaction. Measuring the field with a gauss meter seems like an obvious solution but it can only might show the field on the surface of the steel, not how it has penetrated the material. To fully assess the problem and seek out a solution, the RTT engineering team performed modeling and simulation using mechatronic techniques. “You can try testing and you can do some empirical studies but I cannot conceive any way that you could get to where we got without mechatronics,” says Canfield. “Mechatronic design allowed us to not only solve the problem but we also to use those models to convince our client that we could really take care of it.”
Welding with a mini unmanned vehicle presented a number of challenges. Position and speed of translation of the welding torch are critical to the quality of the final weld, which becomes even more difficult when the unit is in motion. The design uses chain-driven magnetic tracks. Because chains inherently have a variable pitch radius, that means that for a constant rotational speed of the motor, the speed of the platform is not constant at all, which is unacceptable in a weld process. The question was how best should the team compensate for this behavior—through controls? Through the mechanical system? “We were actually able to find a happy medium by tuning our suspension drive to add just enough compliance to allow the system to accommodate that pitch, combined with the tightness of our control algorithm looking at the travel speed of the robot,” says Canfield.
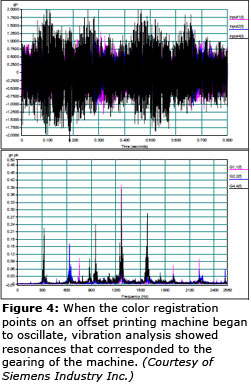 Mechatronic techniques are not only useful for new builds but can be used to solve problems with existing machines, notes Razvan Panaitescu, Engineering Manager For Mechatronics Standards And Regulations at Siemens Industry Inc. (Norcross, Georgia). During testing of a retrofit printing press by one of their system integrators, the team noticed that the registration points, which are essential to accurate rendering, had begun to oscillate visibly. Although correcting gaps between the plate and blanket cylinders on the press improved performance, it did not take care of everything. Panaitescu stepped in to develop a detailed model and put accelerometers on the print cylinders. A thorough vibration and modal analysis of the machine revealed a resonant frequency that indicated further mechanical problems in the gear train on two print units (see figure 4). “We put the stethoscope on the patients—in this case the drives and press cylinders,” he says. “From our analysis, we determined the mesh frequency was indicating a sprocket/gear problem.” The final source proved to be an off-normal angle bore on a gear and sprocket assembly. Replacing the components solved the problem.
Mechatronic techniques are not only useful for new builds but can be used to solve problems with existing machines, notes Razvan Panaitescu, Engineering Manager For Mechatronics Standards And Regulations at Siemens Industry Inc. (Norcross, Georgia). During testing of a retrofit printing press by one of their system integrators, the team noticed that the registration points, which are essential to accurate rendering, had begun to oscillate visibly. Although correcting gaps between the plate and blanket cylinders on the press improved performance, it did not take care of everything. Panaitescu stepped in to develop a detailed model and put accelerometers on the print cylinders. A thorough vibration and modal analysis of the machine revealed a resonant frequency that indicated further mechanical problems in the gear train on two print units (see figure 4). “We put the stethoscope on the patients—in this case the drives and press cylinders,” he says. “From our analysis, we determined the mesh frequency was indicating a sprocket/gear problem.” The final source proved to be an off-normal angle bore on a gear and sprocket assembly. Replacing the components solved the problem.
The shift to a mechatronic approach requires a culture change. For some companies in some industries, that may be a challenge. Learning the new techniques can take time that organizations don’t think they have. They need to think again. For a number of years, machine builders have been responding to market requirements by getting a performance boost from swapping out pneumatics and fixed-speed motors for motion control. As end-users demand ever faster and more configurable products, the operational flexibility delivered by electronic shafting is not enough. Machine builders need design flexibility and they need to deliver systems able to perform at the highest levels, all within punishingly short design cycles and with rock-bottom budgets. Given all of these conflicting requirements, the question becomes not whether a company can afford to invest the time and learning mechatronics approaches to machine design, but rather whether they can afford not to.
“It’s done on a budget that’s basically astounding,” Wolfe says. “A $5000 seat of 3-D CAD software and a motion analyzer package allows a company to be lean and mean and compete with an engineering firm that has hundreds of thousands of dollars’ worth of software and tools. If you want to be competitive, I don’t see how you can not use this stuff.”
Motion Control & Motor Association
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Discover how Motion Control & Motor Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteMotion Control & Motor Association 
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.

New and Improved EtherNet/IP Communications
Includes a variety of enhancements over the legacy communications stack.
Integrated Controls Automation Enables High-Speed Float-Glass Stacking
Grenzebach automates new High-Speed Stacker with Siemens SIMOTION motion control and SIMATIC PLCs fully integrated into one system