Tech Papers
Selecting Positioners For Your Robotic Welding System
Robotic welding systems increase the level of automation of your process, facilitate a labor solution to increase efficiency and provide quality welds at competitive lead times. Robotic welding systems account for hidden variables in the cost of making a weld, such as the fillet weld size, weld volume or arc time, deposition rates, and gas flow while eliminating operator factors and spatter clean up.
Consider a robotic welding system if you need to increase quality, speed, repeatability, and reach while mitigating labor challenges. The typical robotic welding system is comprised of both a robot and a powered positioner working in conjunction to weld and position a part, respectively. Robots have six axes of motion and enable the welding head to perform welds without the inconsistencies associated with manual processes while a positioner presents specific regions of a part to the robot welding head.
Considerations for a robotic welding system
Finding experienced welders who can meet the demands of production with repeatable quality can be challenging. However, robotic welding systems can yield quality and repeatable welds whereas manual processes result in variable or even missed welds. Consider customizing your robotic welding system for larger parts with complex geometries or for parts with simple geometries and high production rates.
Customizing your system can decrease costs. For example, standard robot tracks are generally sold in 10-foot sections. This is an issue if you need a robot track with a 31-foot section, because you will be forced to overpay for a 40-foot section. However, with a custom-designed robotic system, you can get your exact track length to eliminate footprint issues and excessive costs.
Selecting a positioner to work with your robot
A robotic positioner should be customized for your application, footprint, and part geometry, so it can work in unison with a robot that is performing an articulated motion. Parts can be processed at competitive cycle times because they are properly positioned for a robot arm to repeatedly reach critical welding points. If you want to integrate a robot positioner into your welding process, you will need:
- The mass and geometry of your part
- Your desired acceleration and deacceleration rate
There are several robotic positioners that can work in conjunction with a robot. However, it is important to understand the efficiencies each solution provides for welding specific part geometries, capacities, and applications.
Positioning simple and complex parts
Although robots have six axes that can reach various regions of a part, adding a positioner can present a simple or complex part to a robotic arm for repeatable welds. The geometry of your part (e.g., capacity and size) and process (e.g., duty cycle) will influence which positioner you select. Popular positioners for simple and complex parts include:
- Floor turntables
- Robotic tilt-rotate positioners
- 5-axis positioners
- Headstocks / tailstocks
- H-frame positioners
- Ferris wheel positioners
Floor turntables are used to rotate parts along a vertical axis while robotic tilt-rotate positioners and 5-axis positioners are used to weld parts at various degree angles. Alternatively, headstocks / tailstocks and H-frame positioners rotate parts along a horizontal axis. Each positioner provides specific capabilities.
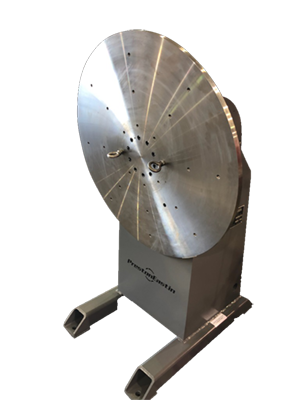
Floor turntables
 Fabrication shops choose floor turntables when they need to weld a part along a vertical axis and allow a robot arm to reach the part. In some cases, floor turntables can rotate two parts at once, meaning that the arc time for the robot is maximized, which increases efficiency by keeping the robot in constant motion. When the robot is done welding the first part, it rotates 180° and starts welding the next part while the first part is changed out by the operator.
Fabrication shops choose floor turntables when they need to weld a part along a vertical axis and allow a robot arm to reach the part. In some cases, floor turntables can rotate two parts at once, meaning that the arc time for the robot is maximized, which increases efficiency by keeping the robot in constant motion. When the robot is done welding the first part, it rotates 180° and starts welding the next part while the first part is changed out by the operator.
Robotic 2-axis tilt-rotate positioners
Consider a robotic tilt-rotate positioner to rotate a part on either the vertical or horizontal axis. Both the tilt and rotate functions add a level of flexibility for laying down the puddle of the weld efficiently, so you can weld at flat, horizontal or vertical angles (if the table height allows it). Positioners can be configured with various tilt options, such as 0° to 135° or +/- 90°.
Get the Training You Need for a Safer Workplace!
Autonomous mobile robots are one of the fastest-growing segments of the robotics industry. During this live virtual training, you'll be introduced to safety protocols and best practices for working with mobile robots in industrial settings.
Learn more and register now for upcoming training dates.
5-axis positioners
If you need the flexibility of a robotic tilt-rotate positioner as well as the loading and unloading capability of a turntable, then a 5-axis positioner is an ideal solution because it adds a sweep axis to maximize the arc time. It combines a turntable and two tilt-rotate positioners together, allowing operators to tilt and rotate complex geometries while staging the next part for welding.
Headstocks / tailstocks.png)
Use a robotic headstock / tailstock if you need to rotate a part along a single horizontal axis. It is used in conjunction with a robot to consistently complete quality welds while rotating a vessel in a horizontal position. A powered headstock can be used independently for small parts. However, larger parts will require a non-powered tailstock to support one end.
H-frame positioners
An H-frame positioner has two headstocks / tailstocks, which allows an operator to load and unload parts while the robot is welding. Select this if you need to rotate a part along a horizontal axis along with an added vertical rotation sweep axis to maximize the arc time.
Ferris wheel positioners
A Ferris wheel positioner is similar to an H-frame positioner in that it has two headstocks / tailstocks to allow an operator to load and unload parts while the robot is welding. However, the Ferris wheel specifically uses a third horizontal sweep axis. It typically requires less floor space than an H-frame positioner but is ideal for smaller parts due to the larger drive system required for the sweep axis.
Positioning parts with advanced geometries
Parts with advanced geometries, such as a bulldozer bucket, present unique welding challenges because a robotic arm cannot easily reach certain regions or perform repeatable welds without the aid of a positioner. Consider the following positioners if you need your robotic welding system to repeatably perform welds on parts with advanced geometries:
- Skyhook positioners
- Drop-center positioners
Both provide infinite positioning for parts with advanced geometries.
Skyhook positioners
Use a skyhook positioner for smaller parts or for reduced floor space requirements.
 Drop-center positioners
Drop-center positioners
A drop-center positioner is essentially a skyhook positioner with supports on both ends of the arm. It is popular for larger part geometries than a skyhook positioner but requires more floor space due to its secondary support structure.
Positioning the robot: Robot transport units
Use a robot transport unit (RTU) (i.e., a robot trail, robot track, or robot traversing unit) to add an additional linear axis to a robot. The additional axis is especially useful if you need to extend the robot’s reach. For example, an RTU can be used to reach both ends of a 150-foot airplane wing. Furthermore, multiple robots can be mounted on independently-driven carriages on the same track to increase the productivity of a system.
![]() In general, RTUs are used in conjunction with a robotic positioner and can transport robots between weld cells or move alongside a part in an assembly line.
In general, RTUs are used in conjunction with a robotic positioner and can transport robots between weld cells or move alongside a part in an assembly line.
Contact PrestonEastin to collaborate with a solution-driven partner for a robotic welding system. We work with all robot OEMs and most robotic integration partners to provide fully customized solutions.
Preston Eastin
PrestonEastin designs and manufactures a complete line of manual, powered, and robotic positioning systems and equipment. Since its inception in 1972, PrestonEastin has provided innovative solutions to positioner requirements serving the welding, aerospace, aviation, automotive, transportation, ship building, material handling, thermal spray, and heavy equipment manufacturing industries. At our new engineering and manufacturing facility in Tulsa, Oklahoma, we design and manufacture positioning solutions for precision operations, while continually upholding unconditional principles of safety and reliability. We manufacture our products to afford our customers many years of safe and dependable operation. We understand our customers’ needs, and quickly respond with proven solutions to meet positionerrequirements. Dedicated continuous improvement of our products and service ensures long term continued customer satisfaction worldwide.
Discover how Preston Eastin can support your automation journey with their complete range of solutions and expertise.
Visit Company Website
PrestonEastin designs and manufactures a complete line of manual, powered, and robotic positioning systems and equipment. Since its inception in 1972, PrestonEastin has provided innovative solutions to positioner requirements serving the welding, aerospace, aviation, automotive, transportation, ship building, material handling, thermal spray, and heavy equipment manufacturing industries. At our new engineering and manufacturing facility in Tulsa, Oklahoma, we design and manufacture positioning solutions for precision operations, while continually upholding unconditional principles of safety and reliability. We manufacture our products to afford our customers many years of safe and dependable operation. We understand our customers’ needs, and quickly respond with proven solutions to meet positionerrequirements. Dedicated continuous improvement of our products and service ensures long term continued customer satisfaction worldwide.
GA50 Robot with High Path Accuracy Optimizes Laser Welding, Material Cutting and Dispensing Tasks
Fast and flexible, the six-axis GA50 robot offers high path accuracy and is well-suited for laser cutting small holes and sharp corners, as well as laser welding, plasma cutting and dispensing application
ArcWorld HC – A Flexible Human-Collaborative Workcell for Robotic Welding
Designed for human-collaborative interaction, the flexible ArcWorld® HC is a complete robotic welding solution for fabricating small- to medium-size parts.
TOUGH GUN Reamer Stand
Designed exclusively for the Tregaskiss TOUGH GUN TT3 and TT3E Reamer robotic nozzle cleaning stations.