Industry Insights
Vacuum Pump Technology: Multi-Stage Air-Driven vs. Mechanical
In a high pressure manufacturing environment, where every second counts, it’s ironic that the steady, unceasing flow of product would rely so heavily on a low pressure solution. Vacuum pressure, created by any pressure lower than atmospheric pressure, is the method of choice for keeping so many products moving and so many companies operating efficiently.
To keep your applications running at maximum velocity and efficiency, there’s little question that vacuum pumps are the way to go. But within the vacuum pump arena, there are a number of different players, each creating vacuum by using greatly different methods.
 Two ways to reduce the pressure
Two ways to reduce the pressure
The two most popular vacuum pump contenders are compressed air-driven pumps, commonly referred to as generators, and electro-mechanical pumps. (There are two sub-categories within the compressed air-driven category: single-stage and multi-stage ejectors. All references within this article are to multi-stage ejectors).
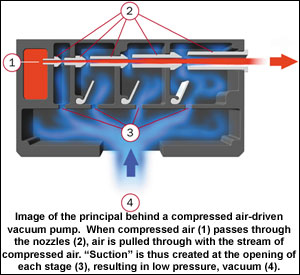
Compressed-air driven vacuum pumps rely on Bernouli’s Principal, which states that there is a consistent relation between pressure and velocity: high velocity of a fluid leads to low pressure, and vice-versa. Air-driven pumps force compressed air through an orifice or nozzle, increasing the velocity and creating low pressure air. Atmospheric pressure outside the system flows in, trying to create equilibrium. This outside air mixes with the compressed air used to generate the low pressure, and the combination exits through the exhaust. With this method, the level of vacuum is dependent on the nozzle; in the narrowest part of the nozzle, the air stream reaches its greatest speed, therefore creating the deepest level of vacuum and suction at the system’s openings.
Mechanical pumps usually have an electrical motor as a power source, but can alternatively rely on an internal combustion engine. A mechanical pump uses the same pumping mechanism as a compressor, except that the unit is installed so that air is drawn from a closed volume and exhausted to the atmosphere. There are three main types of mechanical vacuum pumps—regenerative and centrifugal blowers, rotary vane and piston.
 Rotary vane pumps are the most commonly used mechanical pumps, and are most often found in the industrial range of vacuum applications. These pumps have individual rotors placed around a shaft and spun at high velocities. The rotary motion traps air entering the intake port and sweeps it through, creating a vacuum behind it. Most of these port vanes are made of carbon and operate within a housing that requires very exacting tolerances for proper performance.
Rotary vane pumps are the most commonly used mechanical pumps, and are most often found in the industrial range of vacuum applications. These pumps have individual rotors placed around a shaft and spun at high velocities. The rotary motion traps air entering the intake port and sweeps it through, creating a vacuum behind it. Most of these port vanes are made of carbon and operate within a housing that requires very exacting tolerances for proper performance.
Save your energy
When beginning a discussion comparing the two main vacuum generators, it’s best to start by looking at the big picture – the very big picture. From a global environmental perspective, air-driven pumps, when used properly, can provide tremendous advantages. In fact, the U.S. Department of Energy has launched what it calls a “Compressed Air Challenge” to help lower the country’s energy consumption and reduce greenhouse gases. This initiative is designed to build awareness of how users of compressed air improve and maintain efficiencies and lower output pressure.
One of the main recommendations from a major air compressor manufacturer is to regulate all point-of-use operations at the lowest possible pressure by using a quality regulator. These regulators can work to lower both leak rates and demand, making an environmentally-friendly pump system even safer and more efficient.
Airing out the differences
In a side-by-side comparison of advantages and disadvantages, the multi-stage air-driven pump is a clear victor over the mechanical or rotary vane pump. Consider the following:
- Lubrication. Some rotary vane pumps require lubrication, and the precisely correct amount of lubrication at that. Too much lubrication can result in an oil feed rate that is too fast, or a heavy oil condensation. Insufficient lubrication can lead to too slow an oil feed rate, and eventually complete pump failure. Multi-stage air-driven pumps have no gears or moving parts that create friction, so they require no lubrication – another environmentally-friendly, maintenance reducing advantage.
- Rebuilding. The long list of standard replacement parts that comes with mechanical pumps typically includes shaft seals, gaskets, O-rings, valves, bearings, vanes, springs, and many other items. The wear and tear on these parts may require a total rebuild (and a need to keep spare pumps on stand-by). Air-driven pumps have practically no moving parts and require little or no maintenance. The only moving parts are flap valves that open and close internal chambers as the pump adjusts to varying loads.
- Uptime vs. downtime. Time spent with a rotary vane pump is often less productive than it should be, and filled with regular downtime. Most rotary vane pumps need to be shut down from time to time for maintenance, or even sent out for repair or rebuild. Uninterrupted vacuum supply is accomplished when you have fewer equipment failures (and fewer parts that can fail) and reduced maintenance needs. To meet these goals, air-driven pumps are a much better option.
- Continuous vs. intermittent operation. A rotary vane pump’s electric motor can’t be cycled on and off to break a vacuum. A “vacuum valve” component can be added to accomplish intermittent use of the vacuum, but the rotary vane pump motor must run continuously. In comparison, multi-stage air-driven pumps are far more energy efficient. The intermittent use of these pumps is controlled by a pneumatic valve, which is simply cycled to turn the vacuum as well as the pump on or off. These pumps do not need to maintain continuous operation.
- Energy savings vs. system design. Rotary vane pumps are generally oversized, which results in higher energy demands. Also, the weight and size of a rotary vane pump commonly limits the installation location to the floor, necessitating a vacuum hose that can be quite far away from the point where the work is being done. Air-driven pumps are small, compact and lightweight. They bring efficiency to any application, and are ideal when designing an automation system or machine where small size and simplicity are important. Also, positioning the vacuum pump close to the point where work is performed eliminates long vacuum lines, saves energy and increases response time.
- Ambient temperature. Most manufacturers of rotary vane pumps guarantee proper operation only within an ambient temperature range of 32°F to 100°F. Low temperatures affect the unit’s ability to start, and high temperatures affect pump life. Air-driven pumps are less affected by ambient temperature conditions, due to their internal multi-chambered design and pneumatic operation. The expansion of air flow creates a refrigerant-effect within the body of the pump, thereby keeping its internal temperature low while emitting cool exhaust air to the immediate environment.
- Life expectancy. Many variables determine the life expectancy of a rotary valve pump: ambient temperature, duty level, operating cycle, operating speed, condition of air handled (cleanliness, humidity, heat or chemical vapors), and pump maintenance. Some rotary vane pumps are rated for 25,000 or more operating hours under controlled conditions. The same model pumps, operating in the field, have worn out in 4,000 hours. The life expectancy of a compressed air-driven pump is virtually measured in years, since there are practically no moving parts. The standard evaluation point for estimating total life expectancy of these pumps is about five years – or 43,200 hours.
Filling out applications
Multi-stage air-driven pumps fit the bill for a wide variety of different industries and applications. What follows are three applications for which these pumps are particularly well-suited.
- Automotive. With their efficiency, reliability, and minimal required maintenance, air-driven pumps are a cost-effective solution for a wide range of automotive applications, from stamping and press transfer to paint coating to parts handling. For example, in the die casting process, which is used to manufacture many automotive systems and components, air-driven vacuum can be used to convey particulate into the die casting molds and also to evacuate the die. And in leak testing, so important in an industry in which many parts need to be air tight, vacuum is applied to measure any small change in pressure potentially caused by a leak.
- Chemical. The chemical industry uses vacuum in many applications, from lowering the boiling point of liquids to increasing the flow of liquids through filters to mixing different products. With traditional mechanical pumps, chemicals can affect pumping performance. Additionally, most multi-stage air-driven pumps are resistant to chemicals, ensuring reliable operation for chemical engineers.
- Packaging. As air-driven pumps are easy to control and can operate intermittently and easy to install, they are well-suited for applications in the packaging industry. Examples: many food products are often packaged under vacuum in order to extend their shelf life; vacuum conveyors are used to convey material to be packaged into a hopper or filler tube; vacuum is used to apply a grip to both sides of pouch packaging; rotary cartoner machines use a series of vacuum bars equipped with suction cups that move in continuous rotary motion to move the cartons.
No matter what the application, it’s clear that multi-stage air-driven pumps offer a wide array of substantial advantages over alternative options.
 Recent technology advances in multi-stage air-driven vacuum pumps
Recent technology advances in multi-stage air-driven vacuum pumps
Rising energy costs, coupled with increasingly strict environmental compliance regulations, have forced manufacturers to reevaluate the amount of energy they are consuming. Recently there has been a growing interest in a new ejector (nozzle) technology: An improved design based on a multi-stage concept for creating vacuum with compressed air. This new technology integrates the internal components of a multi-stage vacuum pump into a vacuum cartridge, resulting in a smaller, more efficient system.
These vacuum cartridges are up to twice as fast as other cartridges and they provide three times more flow than a typical conventional ejector with the same air consumption. The new ejector technology is specifically designed for low and fluctuating feed pressures (25–90 psi) with sustained vacuum performance for maximum reliability. Additionally, it allows vacuum pumps to begin producing vacuum flow immediately when the pressure valve is turned on—making maximum use of the compressed air and consuming significantly less energy than traditional vacuum pumps.
In conclusion, when you compare the features and benefits of multi-stage (compressed) air-drive pumps versus those of the traditional mechanical pumps, one option is clearly superior. Low-pressure vacuum generators are cleaner, more durable, have a much longer life expectancy and suffer much less downtime, saving the operators countless man hours and dollars. So for your internal operation and the external environment, these multi-stage air-driven vacuum pumps are truly are a breath of fresh air.
Michael Tuohey is the Marketing Communications Manager at PIAB USA Inc, a leading manufacturer of industrial vacuum products and components. He can be reached at 800-321-7422.
Piab Group
The Piab journey started 70 years ago by developing progressive solutions for gripping, lifting and moving. More than 65 patents and countless innovations later it is clear that we always strive to improve for the better. This year is all about celebrating our quest of evolving automation – in a lot of different ways. Stay tuned!
Discover how Piab Group can support your automation journey with their complete range of solutions and expertise.
Visit Company Website
The Piab journey started 70 years ago by developing progressive solutions for gripping, lifting and moving. More than 65 patents and countless innovations later it is clear that we always strive to improve for the better. This year is all about celebrating our quest of evolving automation – in a lot of different ways. Stay tuned!