Industry Insights
Optimized Vacuum Design for Material Handling Applications: How System Design Parameters Affect Productivity
Designing or implementing a vacuum system for material handling applications is an important and often costly expenditure that can cause many decision makers to encounter mixed messages, making the right choice unclear. In order to ensure a profitable investment, engineers should consider the following design parameters: reliability, product safety, efficiency, response time, flexibility, and maintenance issues.
Although there are several different types of vacuum systems, this article focuses on compressed air driven vacuum systems. Specifically, this article examines the different features of a centralized system versus a decentralized system.
Centralized Systems: Vacuum Source Mounted Remotely to Multiple Points of Use
A centralized system consists of one vacuum source, usually mounted remotely and providing vacuum to multiple use points. This occurs in varying degrees, such as a plant wide supply of vacuum provided by a single central system. Other examples include individual machines having their own dedicated vacuum pump, or a system where a machine may have pockets, or cells of multiple cups operating from a single vacuum pump. A centralized system is a common and traditional design, which can have some advantages with its ease of design and installation, but may have some disadvantages as well.
Decentralized Systems: Vacuum Source Mounted Close to Points of Use
A decentralized system locates the vacuum pumps closer to the points of use, and can range from a zoned system, where groups of cups that work together are isolated, to a system where each cup is completely independent of each other. Newer technology, and advances in pump design, allows for a vacuum generator to be installed at each suction cup. Benefits of using a decentralized design can positively impact the design criteria stated above.
 Understanding the Value of Vacuum Flow
Understanding the Value of Vacuum Flow
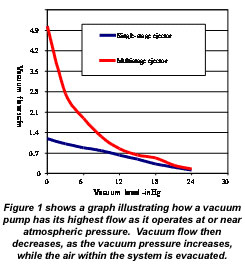
Vacuum flow is an important concept to understand when choosing a vacuum system, yet it is commonly neglected. As seen in Figure 1, a vacuum pump will have its highest flow as it operates at or near atmospheric pressure. Vacuum flow then decreases, as the vacuum pressure increases, while the air within the system is evacuated.
When a suction cup first makes contact with a part, it is the flow that creates the initial grip that securely grabs the part. Leaks created in the system, such as those produced when handling porous parts, or materials with a textured surface, rely on flow to maintain vacuum levels. Industry professionals, such as those in the packaging industry, recognize the importance of vacuum flow, and view it with greater importance than vacuum pressure. It is also the flow of a system that determines response time, and therefore cycle time.
While it is easy to understand the downside of reducing vacuum flow, many companies currently restrict vacuum flow in their material handling applications. For example, most companies that use centralized systems need to channel the vacuum flow through tubing and manifolds. Restriction through tubing and fittings is probably the greatest factor in reducing system performance and reliability. Flow restriction also creates the need to oversize vacuum pumps in order to compensate for line losses.
Installing larger pumps increases the energy consumption of the system with no additional benefit at the cups. Tubing and manifolds in a centralized system also create additional volume that needs to be evacuated each cycle, and then returned to atmospheric pressure each cycle. The evacuation time and the release time combined determines the cycle time for a handling application.
It may, therefore, seem logical that in order to decrease the system volume and create faster cycle times, reduced size tubing should be used. This only impairs system performance by creating pressure drops, reducing available flow, and the resulting flow loss can mean increased response times. Having larger size vacuum tubing actually increases the system performance by allowing the maximum amount of flow to pass.
With a pressure drop through the system caused by restrictions, the vacuum level seen at the pump may not be the same vacuum level seen at the cup, especially with porous applications. It can be misleading to assume the vacuum level present at the pump is the same as the vacuum level present through the entire system. This causes erratic performance and troubleshooting problems. In fact, the vacuum flows and levels at each cup will likely be different if the tubing lengths are different based on their proximity to the pump.
A decentralized approach, with little or no vacuum tubing, minimizes or eliminates the effects of line losses and pressure drops. Higher flows are realized at the cups, and cycle times are decreased due to the increased flow and reduced volume. The increased flow adds to the reliability of the system and gives a higher safety margin. The pumps can very often be downsized to provide similar performance, and less operating energy will be expended.
Reliability, Safety and Maintenance Issues
The reliability and safety of a vacuum system is a critical parameter. Safe handling of the product, and resistance to dropping parts or missing picks should be examined.
With a centralized design, all of the cups are tied together into one volume, and therefore, when a low flow or low vacuum situation occurs, it affects all of the cups in the system. For example, if one cup is damaged, or leakage is otherwise present, the resulting vacuum loss will be seen at every cup in the system. Troubleshooting such an event is more difficult because the symptoms occur throughout the entire system, and identifying the cause requires time and effort.
Conversely, a decentralized approach means that each pump and cup combination will work independently of, and have no influence on, each other. A leak at one cup can be readily identified and fixed, and will have no bearing on the capacity of the rest of the system. Safely handling the product is compromised to a much lesser degree with leaks, and downtime due to troubleshooting and maintenance is lower.
Flexibility and Energy Efficiency
Decentralized systems allow users to individually control cups and pumps to adapt to changing requirements. If they choose not to operate specific cups in an array, users can simply shut down the generator that corresponds to that cup, and expend less operating energy.
If the cups are linked together as in a centralized system, a vacuum valve could be used at each cup, but this does nothing to reduce the energy consumption of the pump. It is sometimes common to install restrictions in the fittings in applications such as this, so that any cup open to atmosphere is limited in how much leakage it will induce, but again, the energy consumption remains constant, and the effect of this leakage is felt throughout the system.
Regardless of the layout of the vacuum system, other application concerns should be evaluated as well. It is important to consider the operating vacuum levels as they relate to the performance of the system and the amount of energy needed to operate at these levels. It is also useful to consider the size and style of vacuum cups and the effect they will have on the system, as well as the various options available for vacuum generation.
 Boyle’s Law states that there is an inverse relationship between pressure and volume for a gas at constant temperature, and that the pressure multiplied by the volume is a constant. Imagine pulling a piston in a cylinder in order to change the internal volume and create a vacuum in the cylinder, as illustrated in Figure 2.
Boyle’s Law states that there is an inverse relationship between pressure and volume for a gas at constant temperature, and that the pressure multiplied by the volume is a constant. Imagine pulling a piston in a cylinder in order to change the internal volume and create a vacuum in the cylinder, as illustrated in Figure 2.
As the internal vacuum level rises towards absolute vacuum, the volume, and therefore the distance that the piston needs to travel, increases asymptotically towards infinity. What this means for us is that in order to produce a deep level of vacuum, considerably more energy, in the form of piston travel, is required than is needed to produce lesser levels. The relationship between energy input and vacuum output is not linear as the vacuum level increases, but is exponential. There is a more efficient energy transfer when operating at lower vacuum pressures. This is similar to the relationship of energy requirements needed to compress air.
Get the Training You Need for a Safer Workplace!
Autonomous mobile robots are one of the fastest-growing segments of the robotics industry. During this live virtual training, you'll be introduced to safety protocols and best practices for working with mobile robots in industrial settings.
Learn more and register now for upcoming training dates.
In the case of a sealed system, you can theoretically expend up to ten times more energy to receive only minimal gains in holding force at the cup. For an application with porosity or leaks, the effort needed to overcome leakage at deeper vacuums requires significant vacuum flows, and can be prohibitive. Working at lower vacuum levels where a vacuum pump naturally generates more flow is a better option. On any system, the response time and release time will be enhanced working at lower vacuum pressures, and the life span of the vacuum cups will be increased because of the reduced stresses.
There inevitably may be limitations on the design of a vacuum gripper that force the use of smaller suction cups and require the use of higher vacuum levels. This is unavoidable in some cases, but if the option presents itself to use larger suction cup sizes and operate at lower vacuum pressures, this should be the preferred solution. For instance, if we look at a 2’‘ diameter flat cup, the rated holding force at 18’‘ Hg is roughly 16.5 lbf. By replacing that with a 3’‘ diameter flat cup, the holding force at 18’‘ Hg is now 45 lbf. In this example, by using a suction cup with a 1’‘ larger diameter, we realize 64% greater holding capacity and have the option of operating the system at a lower vacuum level with no loss of performance at the cup.
The Suction Cup Factor
Suction cups are a critical area of a vacuum application that has an impact on how a system functions. Since the suction cups are the portion of the system that is in contact with the product, it makes sense to evaluate the options available, and determine the best solution for the application. While suction cups may have historically been viewed as commodity items, they are now considered to be engineered products.
The range of suction cups to choose from has grown considerably over the last several years, and new designs have been developed with specific applications in mind. For example, in the automotive industry, cups have been developed for durability, coefficient of friction, resistance to machine oils, and mark free performance. In the packaging industry, cups have been developed for increased grip and sealing capabilities around the lip of the cup.
There has been innovation with regard to materials of construction, shape, and design to produce suction cups of greater quality and selection than ever before. Objects that may not have been considered for vacuum handling in the past can now be handled routinely with vacuum, such as high temperature items, or unusually shaped items.
 New Pump Technologies
New Pump Technologies
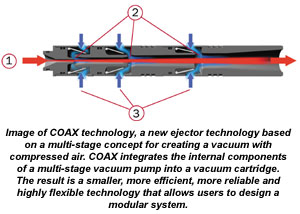
Consider also using some new pump technologies that are available to further improve vacuum system design. Vacuum generators are being produced today that operate optimally at lower supply pressures without sacrificing performance. Using a low pressure generator builds safety into the system by effectively eliminating the impact of fluctuating supply pressures as seen in most manufacturing environments.
Operating at lower pressures also saves energy by reducing the compressed air flow through the nozzles. Using this type of vacuum source in a decentralized system can produce high levels of performance with a minimum of energy. Vacuum generators are also available in various sizes, with different characteristics to suit the vacuum and flow requirements of applications.
Energy Saving Devices
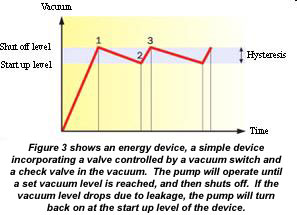
Energy saving devices, as shown in Figure 3 , have the ability to shut off the supply of air to the pump while maintaining a preset vacuum level. This is a simple device incorporating a valve controlled by a vacuum switch and a check valve in the vacuum. The pump will operate until a set vacuum level is reached, and then shuts off. If the vacuum level drops due to leakage, the pump will turn back on at the start up level of the device. Energy savings systems should be used with sealed systems and are not recommended for porous applications.
 Justifying the Costs
Justifying the Costs
Compressed Air vs. Mechanical Vacuum Pumps
Currently the most common form of justification centers on the reduction of energy costs. It is no secret that generating vacuum using compressed air uses more energy than mechanical vacuum pumps on a straight comparison of equivalent performance. This also assumes a 100% duty cycle, and that the pumps must be comparable in their performance. In reality, a compressed air driven vacuum pump can reduce the energy costs in most applications in a number of ways.
Mechanical pumps are generally mounted further away from the application than a comparable air driven pump. This can be due to space constraints, maintenance issues, or due to the noise and heat generated by the pump. The need to overcome losses and performance degradation through the required fittings, manifolds, and vacuum lines requires the pump to be sized accordingly. Mounting an air driven pump closer to the application, with proper line sizing can result in downsizing the pump while achieving similar performance.
Mechanical pumps cannot cycle on and off with the frequency that an air driven pump can and typically run 100% of the time, while the vacuum requirements at the cups are significantly less. The vacuum flow of such a pump therefore needs to be interrupted by a valve in order to isolate the cups when they don’t require vacuum. An air driven pump can be cycled on and off at the supply, therefore eliminating energy usage when vacuum output is not required. If this is coupled with an energy saving device, the savings are dramatic.
 Other Justifications
Other Justifications
Designing, or in some cases redesigning, a vacuum system should be done with the expectation of achieving some benefits to the performance of the system. Some of these benefits are seen in the form of increased performance, reliability, and easier maintenance. There can be other ways to evaluate such a project and determine a cost justification, or payback on investment. Some justifications may be unique to each application, depending on the function of the machinery and the objectives of the customer.
Other cost justifications may be harder to document, but an optimally performing vacuum system can increase the productivity of a machine. If we can decrease the cycle time and increase the output of a process, production gains can be measured. Also consider the costs associated with maintenance and down time, which may sometimes only be accounted for after installation. Scrap may also be reduced, and any combination of these benefits can be measured and tracked and a cost justification produced.
While few applications are ever the same in respect to performance requirements and operating parameters, a careful analysis of the vacuum system can help optimize the performance, and benefit the process. Some existing systems that may not have been carefully thought out can see performance increased, or costs reduced from an upgrade, while new systems being developed should be optimized for the most efficient performance that will make for a strong handling system.
Piab Group
The Piab journey started 70 years ago by developing progressive solutions for gripping, lifting and moving. More than 65 patents and countless innovations later it is clear that we always strive to improve for the better. This year is all about celebrating our quest of evolving automation – in a lot of different ways. Stay tuned!
Discover how Piab Group can support your automation journey with their complete range of solutions and expertise.
Visit Company Website
The Piab journey started 70 years ago by developing progressive solutions for gripping, lifting and moving. More than 65 patents and countless innovations later it is clear that we always strive to improve for the better. This year is all about celebrating our quest of evolving automation – in a lot of different ways. Stay tuned!