Industry Insights
Motion Control Works Wood
 There was a time that servo motors were considered precise but finicky, low-power motion solutions relegated to the laboratory. No more. Today’s robust, user-friendly, high-torque servo motors are increasingly replacing hydraulics, pneumatics, and induction motors in a range of manufacturing applications, including wood processing. Forget about finicky -- motion control performs critical tasks in sawmills, furniture manufacturing, and even in paper production.
There was a time that servo motors were considered precise but finicky, low-power motion solutions relegated to the laboratory. No more. Today’s robust, user-friendly, high-torque servo motors are increasingly replacing hydraulics, pneumatics, and induction motors in a range of manufacturing applications, including wood processing. Forget about finicky -- motion control performs critical tasks in sawmills, furniture manufacturing, and even in paper production.
Logs to wood
Before they can be turned in lumber, logs must be squared off in a canter saw. Traditionally, the task has been performed by hydraulically-positioned saw blades. The problem is that once the blades are in place, rapid repositioning to suit different diameters of logs simply isn’t feasible. Instead, the mills have to sort the round logs by size and cut one group at a time.
Enter motion control. “With electromechanics, they can do what they call a scan and set,” says John Walker, vice president of sales and marketing at Exlar Corp. (Chanhassen, Minnesota). “A vision system or dimensional-light-array system measures the profile of the log and determines the maximum size square log that you can get out of it. As each log comes through, the actuator moves the saw blades to cut it to the optimum size. Hydraulics aren’t quick or stable enough to do that. They have too much overshoot and instability at the end of the move to be able to react quickly enough.”
Linear actuators also come into play after the square logs are cut into lumber. A standard 2 inch x 4 inch x 16 foot board might come out of the mill a couple of inches or a dozen inches too long. The high speed fence -- a series of flappers driven by linear actuators -- presses the boards into the proper positions at the entrance to the saw so that it can trim them to the right length.
The entire assembly involves four to eight actuators that need to operate in synch as the transversely-oriented boards pass by on conveyors. The first flapper/actuator typically has a 6 to 10 inch stroke. “The first one in line does the most of the work,” says Walker. “Most boards do not need much more length correction than that. Those requiring more length adjustment than the length of the stroke of the first actuator are additionally adjusted by the next and so on down the fence.” The larger the number of flappers, the faster the line can go and the lower the chance of board rebound.
Linear actuators are easier to install while offering less overshoot and greater stability than hydraulics. “These plants can be extremely cold in the winter and extremely hot in the summer,” says Walker. “Those large temperature swings make it difficult to keep the motion stability of the hydraulics intact without doing a lot of continuous tweaking of the system.” Another advantage to motion control is that the system can be programmed in advance for a range of board lengths, making a switchover as easy as a few tweaks at the operator panel.”
Exlar’s actuators are also used to control the blade of a saw that shaves a log into the veneer that makes plywood.
Contamination Challenges
Contamination is always a problem in the manufacturing environment, but that goes in spades for wood processing. Sawdust and other particulates are everywhere. In the sawmill, sap also becomes a factor. Components need to be sealed, but the surfaces must be protected as well. Hard chrome rods tend to minimize problems with sap, but sometimes that’s not enough. “Some customers actually use an intermittent oil drip onto the rod to help prevent sap from sticking,” says Walker.
Sawdust presents a two-fold challenge. Contamination of the actuator or the motor can be a major issue, and achieving a particulate-safe seal isn’t as easy as it sounds. “Build-up over time will tend to challenge any type of sealing,” says Walker. Boots and protective bellows can protect rods, but the baffles of the boots can fill up with sawdust themselves, creating their own sets of problems.
Among them, thermal issues. Thick layers of sawdust on housings or even heat sinks can act as insulation, making it even more difficult to get rid of excess heat. Fortunately, Walker notes, overheating tends to be rare. “The sawmill industry is very conservative, so we are very rarely sized as close to the edge as we can be in some applications. Usually the motors aren’t running anywhere near their full capacity.”
Going forward, Walker sees motion control systems that replace hydraulics, particularly in applications like the ones described above, shifting to absolute encoders. While hydraulics typically feature absolute linear feedback devices, most linear actuators consist of a rotary motor fitted with a screw. “The disadvantage there is that if it's just [fitted with] a resolver or a quadrature encoder, you don’t have that absolute linear component of feedback,” he says. “By going to absolute encoders, you have that. Absolute encoders offer higher resolution and higher speeds so they work very well for motion applications.”
Wood to Furniture
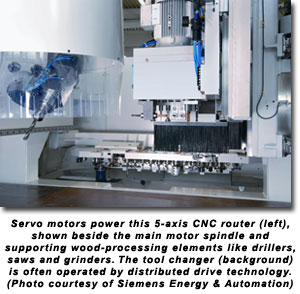 Once wood is cut into boards, it’s ready to be made into products like furniture. In factories, motion control is used to do everything from cutting boards into curved elements to banding the exposed edges of particle board. “You have several axes that need to be positioned very accurately,” says Ralph Baran, product manager for motors and mechatronics at Siemens Energy & Automation Inc. (Atlanta, Georgia). “You need to synch the tool to the speed of the panel that is going through the machine.” Motion control provides a solution.
Once wood is cut into boards, it’s ready to be made into products like furniture. In factories, motion control is used to do everything from cutting boards into curved elements to banding the exposed edges of particle board. “You have several axes that need to be positioned very accurately,” says Ralph Baran, product manager for motors and mechatronics at Siemens Energy & Automation Inc. (Atlanta, Georgia). “You need to synch the tool to the speed of the panel that is going through the machine.” Motion control provides a solution.
The specifics of the system design depends on the application. In some cases, for example when the application involves only one or two axes, smart motors with integrated drives offer the best performance. More often, centralized control rules the day. “From a price point of view, it’s more interesting to go with centralized control in a multiaxis system, especially when you have wood processing machines, which are very dusty,” Baran says.
“When you process the wood, you get very fine particles and sawdust, and this lays down on the drive system. You need a clean surface to cool the drive when it is distributed into the field. We would recommend going with a drive system in a separate panel and having just the motors in the field. Nevertheless, in thermally low utilized auxiliary axes, like tool changers in CNC routers, distributed drive technology is a proven solution.”
If you pack a lot of electronics into a panel, you still generate a lot of heat that you need to dissipate. The simplest, most commonly used method is to cool by fan, using a filtered air exchange system. Of course, when you’re dealing with fine particulates, even HEPA filters may be unequal to the challenge. Adding a heatsink to the panel can draw off a certain amount of heat, especially if the heatsink is air-cooled, if internal, or simply placed outside of the panel. Of course, the latter runs you back into the problem of sawdust insulation, which means that the heatsink needs to be cleaned off regularly.
A third method involves a water-cooled aluminum cold plate mounted inside the panel. “You can close the panel by having no air exchange from inside the panel to outside the panel, so you really can ensure there's no dust,” says Baran. Of course, the water-cooled approach adds complexity, cost, and points of failure, so it tends to be the solution of last resort.
Drying Paper
 Motion control is also meeting the challenge in the paper processing industry. Once wood pulp is turned into paper, the resultant product must be dried and wound up onto reels. This process takes place under a so-called dry hood, held at 90 deg C.
Motion control is also meeting the challenge in the paper processing industry. Once wood pulp is turned into paper, the resultant product must be dried and wound up onto reels. This process takes place under a so-called dry hood, held at 90 deg C.
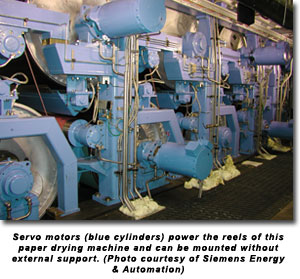
The problem with the induction motors used in conventional systems is that they’re simply too large. To reach the desired torque and speed, 1000- or 2000-rpm motors must be geared down to 200 or 600 rpm, which requires sizeable gearboxes. Because each wheel of the line is set at a different height -- 2 m, 1.5 m, 1 m, etc. -- the motors and gearboxes must be mounted on concrete pads to match, which means a large footprint.
Space concerns drove VOITH Paper, one of the largest paper-industry OEMs, to Siemens for a motion control solution. “With the high torque servo motors, we attach the motor directly to the dry-roll shaft,” says Baran. “You don't need to have concrete or something else supporting the motor, you don’t need a gearbox anymore. Therefore VOITH could change its design from a relatively strong space-consuming design to a space-saving design.”
Eliminating the need for gearboxes also increases efficiency. For a paper mill running 24/7, even a 5 to 10% drop in power consumption can amount to thousands of dollars per year, providing rapid return on investment. In addition, fewer components means fewer points of failure, leading to additional savings in reduced maintenance and downtime.
 Handling Heat
Handling Heat
The customer specifically asked to have the motors under the dry hood, unlike induction motors and gearboxes, which typically sit outside. Because the purpose of the dry hood is to eliminate moisture, the area under the hood is anything but dry -- humidity can range as high as 35%. Add to that, ambient temperatures high enough to not only degrade the electronics but to demagnetize the magnets and you’ve got a challenge.
“We needed to create a motor to handle these temperatures and high humidities, for example using a special magnet material,” Baran says. “We coated the magnetic material to protect it from the heat and humidity and the chemical substances that are in the air besides the water, and then we coated the motor in a special kind of paint finish to be sure the humidity will not harm it.” They also added an encoder especially designed for harsh conditions.
Despite challenges of heat and contamination -- not to mention logs flying off conveyors at high speeds -- motion control is here to stay in the wood processing industry. The technology offers robust, stable, reliable operation throughout the food chain, and customers are definitely seeing the benefits for the trees.
Certified Motion Control Professional Program
Strengthen Your Skills and Enhance Your Career

Become a Certified Motion Control Professional (CMCP) and join the elite group of system integrators, machine builders, manufacturers, end-users and others recognized in the industry for their professional knowledge and expertise.
Motion Control & Motor Association
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Discover how Motion Control & Motor Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteMotion Control & Motor Association 
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Siemens Awarded Contract From Aylward Enterprises
Siemens Energy & Automation, Inc. announced recently that it has won a contract to work with Aylward Enterprises, LLC, a global pharmaceutical packaging company headquartered in New Bern, N.C., on the design of its new ACT 9000 Series Bottle Filler.