Industry Insights
PLC or No PLC?: Robot Controller Takes on More
As robot controllers become more advanced, they are adding functionality and capabilities that were once the bailiwick of programmable logic controllers (PLCs).
PLCs have been around for a long time, and people in medium to large manufacturing plants are often familiar with their functions, programming, ladder logic editing and troubleshooting. Smaller manufacturers often did not have in-house PLC expertise and didn’t want to invest in PLC hardware and training.
The latest robot controllers support as much I/O -- and I/O processing functionality -- as some lower-end PLCs. In many cases, the new robot controllers can support the needs of smaller manufacturers -- or simple robotic work cells -- by eliminating the need for PLC programming to control I/O. When planning a new robotic system, how can you determine whether you need a PLC or whether the robot controller can do it all?
The answer depends on several key factors. If your robot system includes only one or two material-handling robots, product infeed/outfeed conveyors and some escapements, a gripper, and I/O interlocks –- chances are that you don’t need a PLC. Systems with a low I/O count can be readily managed with one interface -- the robot programming pendant --using the robot’s built-in functions. Robot controllers can now handle many typical PLC functions, such as start-up and shutdown sequences, fault diagnostics and recovery (including manual controls), part counting, part selections, conveyor control, and pallet escapements.
Today’s robot controllers feature faster processing speeds, allowing the controller to handle all I/O sequencing and motion planning. They also feature increased I/O (1,024 points), plus the connectivity required to communicate with devices that operate at the field-bus level. Robot control architecture has evolved. Previously, robots could just be ‘‘nodes’‘ to a ‘‘master’‘ PLC. Now, the robot controller can take on the role of I/O ‘‘master’‘ over various different bus-level networks, such as DeviceNet, ProfiBus, EtherNet/IP, CC-Link, and others. The robot controller now serves as the ‘‘master’‘ of field devices such as I/O blocks, sensors and switches. This field-bus capability also permits all I/O connections to be routed through one cable versus being individually terminated using discrete wiring. This expanded connectivity reduces system complexity and saves cost in wiring, troubleshooting, documentation and integration time.
Advantages of Robot Controller Versus PLC
Using the robot controller versus a PLC offers a host of advantages. You can use the robot programming pendant to access everything associated with the robot (jobs, settings, and I/O sequencing code). Revision control is highly simplified because the latest program files are always available in the robot controller -- not stored somewhere off-line on someone’s laptop or PC. With the robot controller a single backup is complete – it stores everything you need -- jobs, settings and I/O sequencing code -- onto a compact flash card in one easy step.
You don’t need to have a laptop with expensive proprietary PLC software (licensed per copy), communication driver or cable, or PLC expertise. If the I/O sequencing will be handled within a robot programming job, you can learn what you need to know at a basic robot-programming training class. For example, a robot job can be written to control basic gripper functions (i.e. check that no part is present, close gripper, check for part presence, check for over travel). Yet, higher-level PLC-like functions are also built into the new robot controllers, and these can operate in the background. Control of conveyor escapements and checking machine status are two examples of higher-level functions that are better managed in the background – and not as instructions within the robot program.
Ladder Editing
Previously, robot controllers that had the ability to process I/O in the background required mnemonic programming – a cumbersome interface. While functional, this type of programming was abandoned for more intuitive ladder symbology. (See Figure 1, image of mnemonic interface vs. new ladder interface.) The latest robot controllers program background I/O using ladder ‘‘rungs’‘ just like a standard PLC.
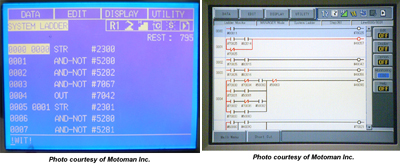
Figure 1
This method makes it easier to follow the logic. In addition, the robot controller’s internal PLC can now highlight which contacts are energized at any point in time. This combined with the rungs, makes it easier to troubleshoot the equipment.
However, using the robot controller for these advanced PLC-like functions does require some additional training in I/O sequencing from the robot manufacturer. Of course, if the user already is familiar with PLC programming, no additional training would be required.
Human Machine Interface (HMI)
The HMI is a key component in any work cell. The HMI must allow operators to run the equipment/cell in an intuitive fashion. It must be configurable to give each level of personnel appropriate access to various layers of functionality. An HMI has to be simple to use, and must be factory-hardened to stand up to constant use in a shop environment. The latest robot controllers now are beginning to offer built-in HMI functionality – complete with color touch-screen interfaces, status indicators, program selection switches, part counters, and various other functions. (See Figure 2, screen shot of color pendant HMI)

Figure 2
Photo Courtesy of Motoman
When External PLCs are Required
However, as the I/O count goes up and the complexity of the system logic increases, the answer to whether a PLC is needed is not as cut and dried. For example, if you have multiple conveyors and/or peripheral machines -- such as pallet dispensers, destackers, shrink wrappers -- interacting with multiple material-handling robots in a work cell -- a PLC would be the recommended solution. Additionally, a PLC is still required if you need to be able to control multiple processes with the robot powered down, if the system has a large amount of serial or ASCII data that has to be processed, or requires high-level arithmetic functions.
Summary and Conclusion
Robot controllers have advanced to the point that they are a legitimate option for control of I/O. Robot controllers can be used in several different ways, providing tremendous system flexibility. In its most basic implementation, the robot can control I/O using commands written into the robot program. Or, the robot controller can be a ‘‘node’‘ serving the ‘‘master’‘ PLC. Or, given the advances in ladder editing, connectivity, processing speed, and additional I/O, the robot controller can serve the same functions as a small PLC. Eliminating an external PLC and using the robot controller for system level control functions is now a viable – and cost-effective -- alternative for many applications.
Yaskawa America, Inc.
Founded in 1989, Yaskawa Motoman is a leading robotics company in the Americas. With over 600,000 Motoman robots installed globally, Yaskawa provides automation products and solutions for virtually every industry and robotic application.
Discover how Yaskawa America, Inc. can support your automation journey with their complete range of solutions and expertise.
Visit Company Website
Founded in 1989, Yaskawa Motoman is a leading robotics company in the Americas. With over 600,000 Motoman robots installed globally, Yaskawa provides automation products and solutions for virtually every industry and robotic application.
KINGSTAR 3.2 Is Live: What You Need to Know
As of November 3, 2017, the 3.2 release of KINGSTAR Soft Motion and KINGSTAR EtherCAT will be generally available
Yaskawa Introduces MV1000 Medium Voltage AC Drive
The Drives & Motion Division of Yaskawa America announces the release of the MV1000 medium voltage AC drive family.