Industry Insights
Learn How Precision Machining Can Affect Your Motion System Performance
It’s easy to get caught up in sizing motors and the magic of drives and controllers, but at the end of the day, the mechanical portion of the electromechanical system needs just as much thought and attention. This particularly holds for systems that convert the motion of a rotary motor into linear displacement. Not even a top-of-the-line servo motor with the latest continuous autotuning drive can position a load with high accuracy and repeatability if it is not paired with a properly specified and installed actuator. Here, we look at issues introduced by the mechanical portion of the actuator that can degrade performance and lifetime.
Ball screw actuators
In a screw-type actuator, a rotary motor turns a screw that acts on a nut connected to the load to translate the load. Alternatively, the screw can remain fixed while a nut installed inside the motor translates up and down; for purposes of this article, we will assume the first model throughout. The simplest form of screw is the acme screw, in which the screw features trapezoidal threads and the nut moves based on sliding friction. These devices tend to be both low cost and low performance, making them best suited to undemanding, budget-conscious applications.
Roller screws, which are somewhat analogous to a planetary gear, are based on rolling friction. They consist of a central screw with a triangular threads surrounded by an array of matched rolling screws. The design distributes the load, making them good fits for applications involving high forces and requiring high reliability.
Although these two designs have their places, when it comes to precision motion, the ball screw actuator is a popular solution. Ball screw actuators are based on a screw and a traveling nut that rides on recirculating ball bearings that distribute the load and minimize friction (see figure 1). Although ball screw actuators are effective in a single direction, they can suffer from lost motion, or backlash, for applications involving reversals. This degrades the ability of the axis to position the load.
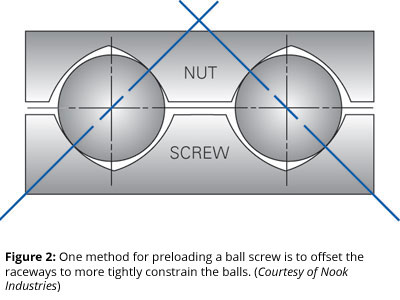 Preloading the actuator provides a means for removing backlash by pressing the balls against the raceways on the screw and nut to eliminate any play. There are several ways to accomplish this goal. One is to use two nuts designed so that each applies force in an opposing direction, similar to preloading a gearbox. Alternatively, the lead-shift method introduces an offset between the inner and outer raceways of the nut, which again tightly constrains the balls (see figure 2). The third way is to increase the size of the balls slightly, so that they fit more snugly into the raceways.
Preloading the actuator provides a means for removing backlash by pressing the balls against the raceways on the screw and nut to eliminate any play. There are several ways to accomplish this goal. One is to use two nuts designed so that each applies force in an opposing direction, similar to preloading a gearbox. Alternatively, the lead-shift method introduces an offset between the inner and outer raceways of the nut, which again tightly constrains the balls (see figure 2). The third way is to increase the size of the balls slightly, so that they fit more snugly into the raceways.
In order to ensure performance, it is essential to remove backlash. Subassemblies can be purchased with a preload level representing a percent of the load capacity. The degree of preload required depends on the accuracy and repeatability specifications of the application.
Managing force
A ball screw is designed to support and apply pure axial forces to move a load. The capacity of a ball screw is based on even support by the full compliment of balls the entire circumference and length of the ball nut. It is not designed to support radial loading. Clint Hayes, manager of sales product management for Linear Motion and Assembly Technologies at Bosch Rexroth Corp. (Charlotte, North Carolina), likens it to locomotive of a train, which pushes the load, versus the rails, which support the overall load.
Motion systems with ball-screw actuators likewise typically use guides or rails to support the load. They prevent radial and/or torsional moment loads from distorting the ball screw, introducing wear and premature failure (see figure 3). “If you have a downward force or an angular misalignment, you’re only using a marginal portion of the balls, which results in the unintentional lowering of the screw’s capacity” says Hayes. “This leads to premature failure of the screw manifesting as deteriation of the balls and raceways in the nut and on the screw.”
In addition to radial forces, even excessive axial compression and tension can be a problem (see figure 4). Here, the failure mode does not involve the balls but the screw itself. One key attribute is strength; specifically, the ability of the screw to tolerate a compressive load without buckling. “If you’re compressing the screw in your application, then you can only go so long on your screw at a certain diameter with a certain load before you start to compress and buckle that screw,” says Jonathan Kasberg, program manager, Encompasses, Nook Industries (Cleveland, Ohio).
Proper design involves taking into account not just supporting the load but how that interacts with the support of the actuator itself, which is a characteristic known as fixity. The options include, in order of their ability to handle increasing loads:
- One end fixed, the other end free
- Both ends simply supported
- One end fixed, one end simply supported
- Both ends fixed
"You have to really pay attention to what’s going on in the application as far as how the load is oriented and how the ends are fixed before you can really select the best screw,” says Kasberg.
Indeed, the fixity of the ball screw directly affects not just the forces involved, but also the speed the actuator can support. This brings up the issue of whip, an oscillation of the screw that manifests at some critical speed determined by the characteristics of the system. Whip not only degrades accuracy in position, it can excite resonant vibration in the body of the machine itself.
Equipment builders have a number of degrees of freedom to apply in order to optimize screw performance. To better understand, let’s look at the expression for critical speed nc , assuming a sea level location:
Where d is screw core diameter, L is the distance between supports, both measured in millimeters, and Cs is a fixity coefficient given by:
| Fixity | Cs |
|---|---|
| One end fixed, the other end free | 0.36 |
| Both ends simply supported | 1.00 |
| One end fixed, one end simply supported | 1.56 |
| Both ends fixed | 2.23 |
As the equation shows, it’s possible to push the critical speed higher by going to a larger screw size or by changing the mounting conditions. All of these involve cost and complexity, however, so they need to be evaluated in the context of the larger application.
Right sizing
This brings us to another issue that can significantly affect system performance – sizing. Sizing a ball screw actuator is a complex process that involves a number of factors. Fortunately, most vendors have software packages on their website that can do the job automatically. In addition, applications engineers are able to guide users toward the best solution to satisfy their performance, budget, and lifetime requirements. That said, it can be tempting to skip the analysis and go with the tried-and-true rules of thumb. Read on, though, to discover why that may not be in your best interest.
As in motor sizing, a common error in specifying ball screw actuators is to oversize the part based on the assumption that bigger is better. "Even if a certain size ball screw can handle a load, there’s this perception by the machine builder that it just looks small, and so they’ll go in and beef it up by two or three diameter sizes just to make it look right,” says Hayes. “Basically they’ll use a very high accuracy screw when they could save money on a lesser one.”
The drawbacks of oversizing a ballscrew go beyond the initial capital expenditure. A bigger screw results in a larger load inertia, which requires a larger motor to compensate. That in turn needs a larger drive, which increases power consumption. Alternatively, the gearhead can help correct that but in either case the size and cost of the project increase.
"All I can do is present the facts with regards to the sizing detail and they have the freedom to say, ‘Yeah, I hear you, it’ll work, but market perception says that’s too small, so I need to beef it up, make it look right,’” he says. “That’s a common hurdle we have to overcome.”
Machine stiffness can have a significant negative effect on system performance. This commonly arises in the context of resonant vibrations excited by motion, but it can also be an issue for mechanical alignment. If the machine base is undersized for the load, it will deform and that will introduce deflections that will manifest as errors in the operation of the machine, whether it’s machining a part or printing plastic to wrap cases of soda.
Rack and pinion
For applications that exceed the capabilities of the ball screw actuators, rack and pinion designs can be a good choice. The rule of thumb has always been to use screw actuators out to 1 or 2 m of travel; linear motors where the application requires greater length and accuracy; belt drives for long, fast motion of light loads; and rack and pinion actuators to handle higher forces over longer runs. Because the rack consists of multiple segments connected end to end, it lends itself to a modular solution (see figure 5).
No technology is perfect, however. All those rack segments need to be carefully aligned and coupled to ensure optimal mechanical results, a process that can be time-consuming and labor intensive. Worse, traditional rack-and-pinion solutions suffer from high backlash, which degrades motion and prevents them from achieving more than moderate accuracy levels.
Today, that is changing with the release of more sophisticated high-accuracy designs. “While traditional rack and pinion power systems are not going to as be accurate, today there are rack and pinion designs that offer comparable performance to linear motors and ground ball-screw actuators.” says Tim Brennan, senior application engineer at Wittenstein US (Bartlett, Illinois) And if you need high precision over a longer run, a rack and pinion is an almost no brainer -- just because the costs don’t increase as much as you go to longer lengths.”
One way to remove backlash is to preload the system by adding a second motor/pinion pair, similar to the dual-nut technique discussed for the ball-screw actuator. Another improvement is the use of a helical pinion gear, which for example provides a greater tooth-to-tooth contact ratio to support higher loads and quieter operation. The use of a helical pinion gear also helps stabilize the system. Coupled with a very smooth mounting surface and careful alignment during installation, it’s possible to remove error from the system and deliver high accuracy in an affordable solution.
Helical gears do have some drawbacks, however. “When you accelerate, you are getting both axial and radial forces, and it can be quite a bit of moment loading,” says Brennan. “What we have found is one of the limiting factors on acceleration rate for rack and pinion is often the output bearings of your gearbox.” For optimal performance, look for a gearbox designed specifically to address the issue.
Machine design is a holistic process. To optimize performance, designers need to address multiple issues. The factors above provide a starting point for choosing a precision linear actuator that will most effectively serve the application and deliver the performance desired.
Motion Control & Motor Association
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Discover how Motion Control & Motor Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteMotion Control & Motor Association 
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
CURTISS-WRIGHT LAUNCHES NEWEST INTEGRATED MOTOR / ACTUATOR MODEL IN THE EXLAR® GTX SERIES
The GTX integrated motor / actuator series of industrial actuators has continuous force ratings up to 2,668N

Harmonic Drive Introduces FHA-C-PR Actuator for High-precision Rotary Positioning
FHA-C Series low-profile, hollow shaft, brushless servo actuators are now available in 4 new models with 3 reduction ratios.