Industry Insights
Protecting End Users and Suppliers - Best Practices for Robot Integrators
Robot systems integration is the Grand Central Station of an automation project. At the hub of all communication, coordination, purchasing, logistics and planning is the robot integrator. The goal is to provide a turnkey automation solution while optimizing efficiency, safety and quality. Ultimately, the responsibility to the end user lies with the integrator.
Experienced robot integrators adhere to a system of best practices. For most it’s a mindset, a methodical approach to the integration process that ensures the highest rates of success. Because they know more than anyone, if corners are cut, the project can derail.
The Differentiator
“We’ve actually been hired to fix cells that were unsafe,” says Kevin Bowe, Director of Engineering for JR Automation Technologies LLC in Holland, Michigan. “We've assisted companies in correcting cells where the operations, build or programming were fundamentally unsound.”
Safeguarding end users was the impetus behind the RIA Certified Robot Integrator program launched in January 2012. End users find the program useful in helping evaluate robot integrators. Systems integrators use it as a benchmark for best industry practices.
“It’s a differentiator,” says Blake Consdorf, Vice President of Operations for Ellison Technologies Automation in Council Bluffs, Iowa. “Sometimes an end user will buy on price alone. In the end, they end up paying the price because it wasn’t done the right way or something was overlooked. Certification does two things; it protects the integrator and it protects end users.”
 Click for more information. |
To date, a dozen integrators have received RIA certification. In this article, handful of these integrators will share their top practices, along with the latest technology and processes being used to make robot systems integration more reliable and efficient.
Simulation
Integrators are using robotic simulation to visualize and demonstrate work cell concepts before a single piece of equipment is purchased or a part is processed. Simulation software has become more advanced. Integrators are able to test robot reach and tool efficiency, detect collision risks, estimate cycle times, and evaluate safety threats, all during the design phase.
JR Automation, which is also ISO certified, uses simulation to ensure robots are sized correctly for payload, speed and reach. “For every cell that we build we do full robotic simulation using the actual 3D models that we’re designing with the robot,” says Bowe. “Now we can run through the simulation as the design is evolving to prove that the robot we have sized for the application is the correct one.”
“The simulation software actually shows throughout the operation which joints are being overloaded. So as we speed up the robot, you can see where things start to turn red,” explains Bowe. “We can manipulate that to make the inertia rate better, make the payload better. We can change the robot path so it uses a different joint that can take a higher load.”
“A lot of times, we can downsize or upsize the robot without any impact to project costs,” he adds, “as long as it’s early enough in the project.”
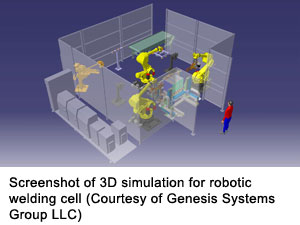 Simulation not only saves time and money, it also helps manage end user expectations and avoid misunderstandings. Genesis Systems Group, a robotic systems manufacturer and integrator in Davenport, Iowa, used 3D simulation to help its customer visualize a custom resistance welding solution for multi-drawer storage boxes.
Simulation not only saves time and money, it also helps manage end user expectations and avoid misunderstandings. Genesis Systems Group, a robotic systems manufacturer and integrator in Davenport, Iowa, used 3D simulation to help its customer visualize a custom resistance welding solution for multi-drawer storage boxes.
Genesis’ customer was able to see the system run production through a cycle simulation video. Concept refinements were made to optimize floor space, material flow and production throughput. This video shows the simulation side by side with the cell in full production.
Simulation also aids design of complex cells with multiple robots and tight work envelopes. JR Automation created a system of 16 robots in a tight, 8 x 30 footprint. Vertically integrated above the workspace, the six-axis robots assemble automotive door panels.
“When you have four robots in a six-by-six area, you really have to set some constraints on the robots, so they aren’t causing damage to each other,” explains Bowe. “The robots were taught through the simulation software on a CAD-to-path, meaning we used the CAD model of the part we received from the customer and programmed the robot that way.”
![JR-AutoDrAppl-Machine.jpg] Simulation aided the design of a complex assembly cell in a small footprint](/userAssets/riaUploads/image/May13_JR-AutoDrAppl-Machine.jpg) “It was a unique application where we took the simulation and downloaded it into the actual machine,” says Bowe. “We were able to save quite a bit of time in programming on the floor and uptime from when the machine powered up and we were running parts.”
“It was a unique application where we took the simulation and downloaded it into the actual machine,” says Bowe. “We were able to save quite a bit of time in programming on the floor and uptime from when the machine powered up and we were running parts.”
Off-Line Programming
An offshoot of simulation, off-line programming (OLP) is the process of converting simulated robot motions and operating sequences into robot controller-specific tasks. In an off-line scenario, programming can be done in parallel with system assembly and other integration processes. OLP reduces onsite programming time, freeing up the system for production.
Darren Pape, Operations Manager for Wolf Robotics LLC in Fort Collins, Colorado, says the majority of their systems are programmed off line. “This enables working through details early and upfront in the project phase. We can generate successful programs concurrently when the system is being designed and integrated, and additionally for new programs while the system is running production on the customer’s floor.”
 Pape credits the integration speed and success of a heavy welding application to OLP. “We recently implemented multiple systems for automating large mining equipment structures. The projects were complex; the implementation was very successful. Notably, the off-line programming and commissioning of the part run-offs on the system exceeded all expectations for how quickly we were producing quality parts and how accurately programs transferred between systems.”
Pape credits the integration speed and success of a heavy welding application to OLP. “We recently implemented multiple systems for automating large mining equipment structures. The projects were complex; the implementation was very successful. Notably, the off-line programming and commissioning of the part run-offs on the system exceeded all expectations for how quickly we were producing quality parts and how accurately programs transferred between systems.”
Wolf's project involved a dual robot system with robot carriers and large positioners for gas metal arc welding (GMAW) large mining components. Pape says without OLP, design would have taken months. Instead, it was done in a week in a half.
Fault Recovery
A critical element of any robotic solution is the ability for the operator to quickly and easily recover from interruptions to system operation due to errors or unexpected variations in processing. The troubleshooting interface must be intuitive and easy to use.
Earl Raynal Jr., Sales Manager for Motion Controls Robotics Inc. (MCRI) in Fremont, Ohio, explains how fault recovery should work: “There’s a basic level of software that will allow a robot cell to operate in a perfect world environment. Then to make it more user friendly, there’s extra effort involved. This is additional logic embedded in the robot cell control.”
“For example, say a part necessary for the assembly process comes in out of spec and causes the robot to stop,” explains Raynal. “What are the steps required to recover cell operation? In our view, in a perfect world, there’s a single button that would allow you to single-step through an error recovery procedure. That’s not always possible, but it’s certainly the benchmark.”
Get the Training You Need for a Safer Workplace!
Autonomous mobile robots are one of the fastest-growing segments of the robotics industry. During this live virtual training, you'll be introduced to safety protocols and best practices for working with mobile robots in industrial settings.
Learn more and register now for upcoming training dates.
“Then you don’t need a lot of expertise to recover from a fault, because the smarts are built into the system,” adds Raynal. “In all of our cells, we give the customer a high level of this simple error-recovery capability.”
MCRI specializes in material handling, with expertise in centralized palletizing. Raynal notes the importance of fault recovery in these types of applications. “If you have any kind of centralized system, uptime becomes more critical. You want to have software that’s easy to use, controls that are easy to operate.”
MCRI recently automated a full-layer central palletizing application for processing ice cream cases. “Instead of handling one case at a time or one row of cases at a time, if you really want to get the most bang for the buck out of a robot, you handle a full layer at a time,” explains Raynal. “You have to get the right product to the right robot, assuming there’s a stream of mixed products coming in. Then you have to build the layer and move it onto a pallet.”
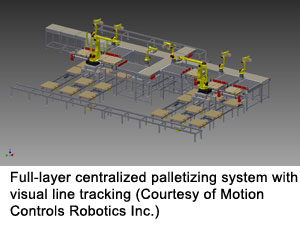 This video shows the system in action. “It’s a fairly involved process,” says Raynal “but you can get very high volumes of material through the system in a fairly small footprint. Since this is a centralized palletizing area, it’s very likely that the pallet patterns are going to vary, so you have to be able to build flexibility into the process.”
This video shows the system in action. “It’s a fairly involved process,” says Raynal “but you can get very high volumes of material through the system in a fairly small footprint. Since this is a centralized palletizing area, it’s very likely that the pallet patterns are going to vary, so you have to be able to build flexibility into the process.”
Project Management
Managing all the phases in a systems integration life cycle can be a herculean task. From design and procurement to build and installation, the robot integrator must be skilled at managing the calendar to ensure on-time delivery. Project managers need to carefully plan and schedule multiple subcontractors to handle parallelization of work.
“There are a lot of details to manage,” says Wolf’s Darren Pape. “It’s important to have a disciplined project management process in place to manage those details and do quality checks throughout the different phases of the project.”
Communication is a critical part of project management. “We have seven full-time project managers on staff,” says Ellison’s Consdorf. “Every single project, regardless of how big or small, has a project manager assigned. That allows for interdepartmental communication to be efficient and quick. It also allows us to keep our customers completely up to date with any changes or issues.”
“Recently, a customer came to us with a very challenging timeline. They needed to double their production volume,” explains Consdorf. “The customer needed a two-robot system installed and running production in six weeks.”
“When it came down to the integration work, we used the (RIA) certification process to have a good checklist for getting things done on our floor very quickly.” Ellison is also ISO certified and specializes in machine tool automation.
“We were able to re-deploy an existing system we had in inventory. We customized it for the application (machining automotive brackets), worked quickly with all the other vendors involved, and then shipped the equipment to the end customer, where we finished all the integration work collaboratively with the customer on their floor,” says Consdorf. “Our processes and procedures allowed us to meet this very aggressive schedule.”
| Safety Standards: ANSI/RIA R15.06-2012, Industrial Robots and Robot Systems – Safety Requirements, and ISO 10218:2011, Robots and Robotic Devices – Safety Requirements for Industrial Robots |
Safety
No matter how tight the turnaround, safety compliance is a vital step in every systems integration project. Effectively selecting from and integrating the range of robotic safety devices available requires experience and a thorough understanding of industry standards.
Pape says that providing a safe automation solution is top on Wolf’s list of best practices. “We have a thorough understanding of industry requirements. We have representation on the RIA Safety Committee, me included. We do a lot of in-house training.”
Wolf specializes in metalworking automation for arc welding and cutting systems. “We currently have 29 CWIs (certified welding inspectors). We’re also one of a few authorized testing centers that can conduct certification for CRAW, certified robotic arc welding technician.”
“We try to bake safety into our upfront sales process, so we’re not showing the customer one thing when it needs to be designed a different way for safety,” explains Pape. “We also have different checklists, validation steps and risk reviews that we conduct to verify that integration was done properly.”
MCRI’s sales manager says balancing safety with cost is a challenge. “It can be a fine line between trying to integrate a safe system, but still having a system that can be cost justifiable,” says Raynal. “It’s not easy, it’s an art.
He adds, “The RIA and ANSI specifications are new enough that there aren’t many end-user experts yet. End users still rely heavily on the integrators to provide that expertise, input and structure.”
Vision Integration
In the right application, machine vision can increase the reliability and flexibility of a robotic system. The RIA Certified Robot Integrator program has an entire section on vision capabilities.
Ellison has made a significant investment in advanced 3D vision guided robotics technology, specifically for random bin picking. In collaboration with robot manufacturer FANUC Robotics America Corp., Ellison set up a lab on its shop floor for testing the feasibility of bin picking for customers’ applications.
![] Integrator's in-house vision guided robotics lab performs 3D bin picking feasibility tests with customer's parts (Ellison Technologies Automation)](/userAssets/riaUploads/image/May13_Ellison-VisionLab.jpg) “We have a working demo on our floor,” says Consdorf. “So when customer requests come up, we can have them ship us the bin and the parts, and we can actually evaluate whether it’s a good application for 3D bin picking.”
“We have a working demo on our floor,” says Consdorf. “So when customer requests come up, we can have them ship us the bin and the parts, and we can actually evaluate whether it’s a good application for 3D bin picking.”
Consdorf says Ellison was chosen as one of only two field test sites for FANUC’s newest vision-integrated system. “The lab allows us to learn the hardware and become more proficient at it. But at the same time, it allows us to evaluate a potential application before we execute a project.”
“In a project-based business,” explains Consdorf, “you’re always up against a new technology that maybe should be treated as product development, but because of customer demand, sometimes you do it as a project. That’s always risky, because if the product doesn’t function as intended, you have a disappointed customer.”
“We like to find it out here, upfront, so we can manage customer expectations and appropriately evaluate the risk,” says Consdorf. “By having a working demo, we protect both the customer and ourselves.”
Raising the Bar
Protecting the end user and the integrator … Best practices not only raise the bar  for accountability across the integrator community, they elevate the robotics industry as a whole.
for accountability across the integrator community, they elevate the robotics industry as a whole.
For a full list of RIA Certified Robot Integrators and more information about the program, click here.
Sign up today for the Free Webinar: Best Practices for Robotic Integrators!
Robotic Industries Association
RIA has transformed into the Association for Advancing Automation, the leading global automation trade association of the robotics, machine vision, motion control, and industrial AI industries.
Discover how Robotic Industries Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteRobotic Industries Association 
RIA has transformed into the Association for Advancing Automation, the leading global automation trade association of the robotics, machine vision, motion control, and industrial AI industries.