Tech Papers
Shedding Light on Machine Vision
GIGO. It’s as true for information technology today as it ever was. Garbage in = garbage out. When it comes to machine vision, however, the old computer acronym can be updated: Good images = good output. For desirable machine vision GIGO, the first step in devising a vision system should be the lighting. You shed light on the subject and you capture whatever comes back to you with your camera and lens.
The increased processing power of machine vision systems has made it possible to devise algorithms for vision systems to perform better in sub-optimal light, seemingly negating the need for optimal lighting conditions. However, the image processing power required in such applications detracts significantly from any savings gained by skipping the purchase of the right lighting.
Such low-light imaging setups not only cost computing cycles, cutting into the system’s ability to do something else, they can also increase scrap and introduce product or, process variability. The general rule of thumb when it comes to machine vision lighting is that the best lighting results in the most contrast, which pays off in less load on the system, better repeatability, and improved performance overall.
Match lighting to the application
To understand how important the right light can be for machine vision, try a simple experiment. Take a magazine outside on a sunny day and open it. The pages are easy to read. Tilt the magazine, though, and the glare can wash out everything. All that’s different is the angle of illumination. That change, however, is enough to make or break a particular vision-related task in machine vision applications.
In one example, a customer required the dimensional measurements of a metal stamped part be captured to ensure specifications were met and for process control reasons. The customer had pressed the part against a backlight to capture measurements with a machine vision system. Simply adding some space between the light and part increased the contrast and paid dividends in dimensional measurement repeatability.
In addition to the location of the part and light, the type of lighting must also be considered. A ring light, for example, is an inexpensive and common lighting solution and is therefore often the first lighting solution considered for machine vision applications. Unfortunately, savings on the light source may be outweighed by costs elsewhere. One example of where ring lights may not be the optimal choice is when measuring a highly reflective part machined to precisely mate with other components. Even when the part is surrounded by a dark background, poor contrast can occur as a result of the highly reflective surface when illuminated by a ring light.
Repeated measurements of the diameter of such a part reveal a 1 Sigma Dynamic Repeatability on Diameter = 0.080 mils when using a ring light. With on-axis illumination coming from overhead, that figure drops to just 27. The increased repeatability from 80 to 27 is enough to increase yield significantly, as fewer good parts would be scrapped for an erroneous out-of-spec reading.
Despite their drawbacks in certain applications, ring lights do have a useful place in machine vision, such as capturing characters on a matte or dull piece of paper.
Lighting options for numerous scenarios
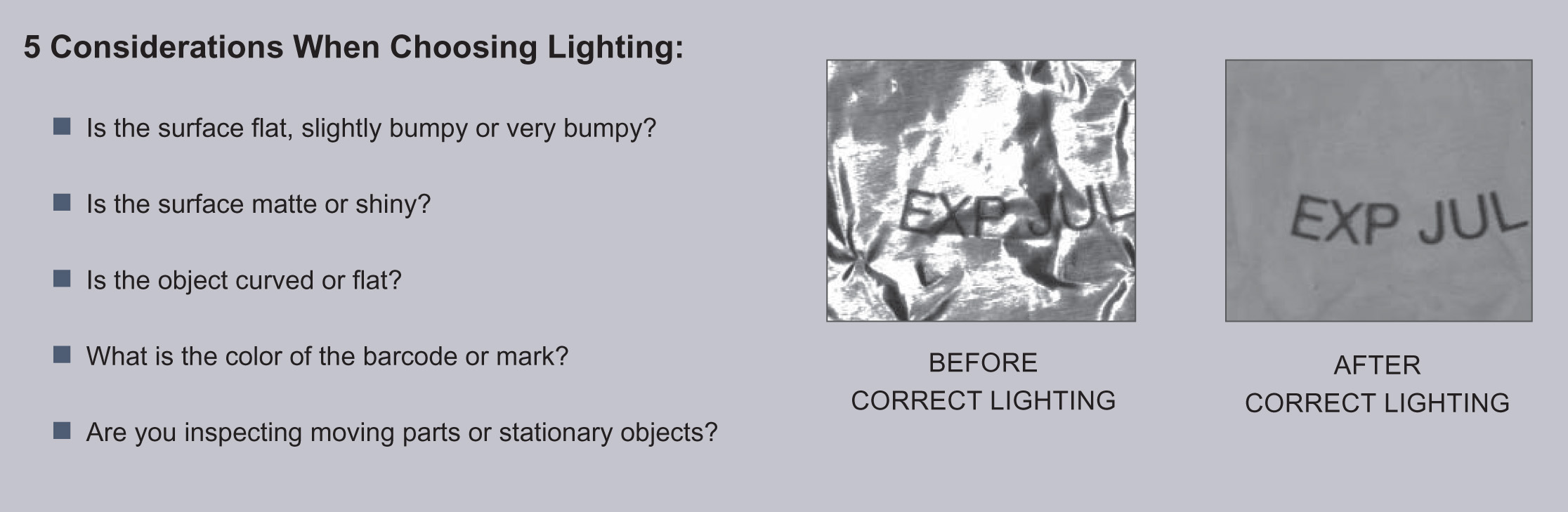
.jpg) In anything more complicated than a simple illumination application, engineers have to consider a variety of factors. Is the surface flat, slightly bumpy or very bumpy? Matte or shiny? Curved or flat? Even from such a short list of possibilities, it’s clear that no single light would be suitable for all applications. To address this issue, many manufacturers, such as Microscan, offer multiple product categories of lighting for machine vision.
In anything more complicated than a simple illumination application, engineers have to consider a variety of factors. Is the surface flat, slightly bumpy or very bumpy? Matte or shiny? Curved or flat? Even from such a short list of possibilities, it’s clear that no single light would be suitable for all applications. To address this issue, many manufacturers, such as Microscan, offer multiple product categories of lighting for machine vision.
Ring lights and array lights are available for those occasions when surfaces are flat and diffused. For cases where outside dimensions must be measured or openings viewed, backlights work best. When only the contour of a part needs to be imaged, dark-field illumination is the choice. Among other applications, dark-field lighting is used to spot sidewall cracks in glass bottles—an inspection task difficult to do with other types of illumination. Other lighting options include diffuse on-axis light (DOAL), in which light reflecting off a beam splitter strikes an object at nearly a right angle. In such applications, specular, or mirror-like, surfaces appear illuminated while those at an angle appear dark. Non-specular surfaces absorb the light and also appear dark, which is why this type of light improves measurement repeatability for machined parts.
In a square continuous diffuse illuminator (SCDI), reflection of light off a beam splitter is again used, but the light source is tilted parallel to the beam splitter. This change increases uniformity for non-planar specular surfaces. Another category of machine vision lighting is the cloudy day illuminator, or CDI. Light is reflected off a spherical surface from two sources, resulting in light coverage of nearly 170°. This can be the best choice for an uneven specular surface.
ROI Calculator

Discover the potential cost savings of robotic automation over a 20-year system life
This calculator compares your current manual labor costs against the total cost of owning and operating a robotic system over its 20-year lifespan.
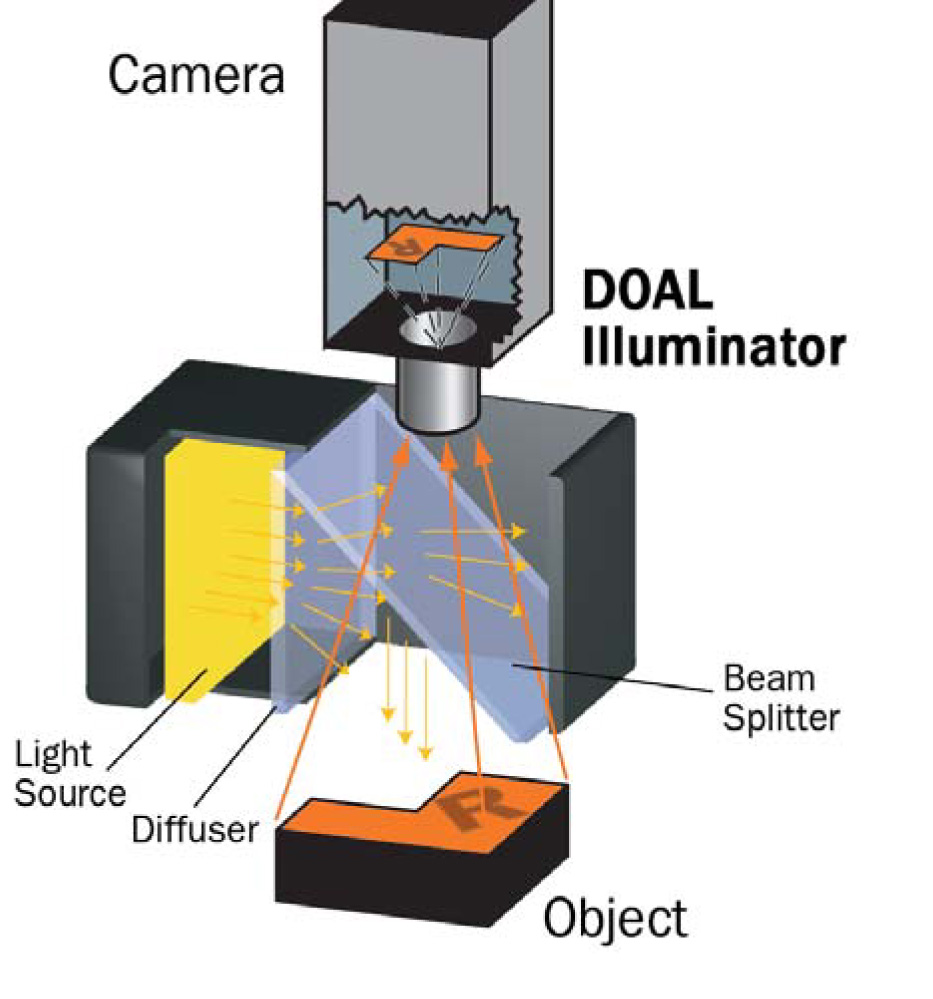
Diffuse on-axis lighting (DOAL)
CDI was the solution for one manufacturer that wrapped its products in cellophane. Simple lighting schemes would lead to reflections that made it difficult to see the lettering of the product inside the cellophane. As a result, there were many false rejects of perfectly good parts. Using CDI, the cellophane wrapper nearly disappeared from view in the machine vision camera so that it could clearly see what was underneath. Simply adjusting the lighting to CDI made it possible to fix the problem without interfering with algorithms or pattern matching.
Wavelength considerations and LED applications
Beyond variations in the angle of illumination, other lighting parameters to evaluate include the wavelength of the source. If you have a metal part marked with blue ink, for example, consider viewing the part using illumination from the opposite end of the color spectrum. Red illumination will make the blue mark stand out and improve contrast. Because some inks have the potential to fluoresce, the use of ultraviolet light may make it easy to view what might otherwise be a difficult image to capture. Infrared light sources serve a similar purpose.
Backlights are offered in a wide variety of wavelength configurations to address such issues. Light emitting diodes (LEDs), are the primary source for machine vision illumination. They are inexpensive, rugged, long lived, and offer the special advantage of being fairly monochromatic. Machine vision repeatability is more easily achieved if only a narrow band of wavelengths travel from the source, through lenses and other optical elements, and into the camera.
Additional techniques to further improve LED performance in machine vision applications include strobing a light when inspecting moving parts. Strobe lighting stops pixel blur to help capture parts in motion, but intensity of image capture drops because the light is off part of the time.
Through advanced engineering, products such as NERLITE lighting can circumvent this issue by using a controller to synchronize the pulse of the light with the camera, and overdriving the LED. While the LED may briefly have many times the recommended current flowing through it, upping its intensity considerably, the benefit is an improved image and better repeatability. However, to successfully create this technique, it is necessary to have an extensive knowledge of LED technology and know how far they can safely be pushed.
Making the right selection
Since lighting is so important to machine vision applications, some question why manufacturers don’t simply build vision systems with the appropriate lighting. Machine vision systems extract useful information from digital images, and what’s useful in one context may be unimportant in another. The dimension of a part may be important in one application, but in another, it’s the absence or presence of a component that matters most, or perhaps the lettering on a label that’s most critical.
However, for predictable situations it may make sense to build the light source directly into the camera. This is the case for 2D imagers—devices that capture a 2D symbol on a part. Advances in image analysis algorithms now offer a robust solution, such as the Microscan HawkEye® and MINI Hawk imager series, for reading 2D direct part marks in very low-contrast situations.
With such high levels of onboard intelligence, such products are not inexpensive and may be unnecessary for some applications. But in cases where it’s not always possible to predict which lighting system will be best for a given application, but only one will be optimum, any other lighting and vision system would just add to overall costs without producing a process-streamlining benefit. To minimize the installed cost of the system, it’s important to dedicate one single light that is the best for the given application.
Because production variety leads to different illumination requirements that cannot be satisfied by a single light source, Microscan offers a diverse array of NERLITE® lighting products. The combination of product lines, backed by the expertise needed to analyze a given situation and develop a useful vision and lighting solution, assures good images in and, therefore, good data and products out.
Example of wavelength lighting differences

RED ILLUMINATION BLUE ILLUMINATION
Microscan
www.microscan.com
Product Information:
[email protected]
Auto ID Support:
[email protected]
Vision Support:
[email protected]
NERLITE Support:
[email protected]
OMRON Automation - Americas
Omron Automation is an industrial automation solution provider that creates, sells and services fully integrated automation solutions that include sensing, control, safety, vision, motion, and more.
Discover how OMRON Automation - Americas can support your automation journey with their complete range of solutions and expertise.
Visit Company Website


Omron Automation is an industrial automation solution provider that creates, sells and services fully integrated automation solutions that include sensing, control, safety, vision, motion, and more.