Case Studies
Tier One Automotive Supplier Ensures Quality of Grille Opening Reinforcements with Marking and Decoding Solution
AUTOMOTIVE
Application Case Study – Van-Rob, Inc., Ontario, Canada
“Tier One Automotive Supplier Ensures Quality of Grille Opening Reinforcements with Marking and Decoding Solution”
Microscan Systems, Inc.
Requirement: Successfully track a base component of automotive grille opening reinforcements throughout the component’s quality process.
Project: Consistent direct part marking with reliable decoding before and after the e-coating stage of assembly.
Solution: Marking and decoding system using Technifor’s XF510Cp marking device, including Microscan’s HS-41X Handheld Imager to decode Data Matrix symbols.
Result: 100% compliance with the quality requirements of automotive manufacturers receiving the product.
Customer Profile
Van-Rob is a Tier One supplier of mechanical assemblies, welded modular assemblies, engineered stampings, and thermal products to major automobile manufacturers around the globe. Recent years have brought rapid growth to this award-winning organization, which was founded in 1979 and which is now a strategic partner with the Kirchhoff Group, an internationally recognized provider of automotive components and chassis structures. Van-Rob’s principles of employee recognition, workplace health and safety, dignity and respect, effective communication, and positive employee relations have guided the company from its establishment 35 years ago to its current position at the forefront of the automotive industry.
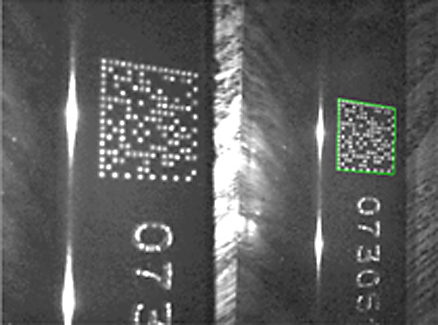
The rectangular metal tube base component marked with a 2mm Data Matrix symbol.
The Challenge
Van-Rob’s reputation for quality and consistency is clearly stated in the company’s slogan: “Delivering what we promise.” Adherence to this philosophy is what has helped them grow from an operation with a few thousand square feet of manufacturing space to a global organization with multiple plants and a total square footage of more than 1.5 million. The company’s quality policies require that any manufacturing process be verified at each stage.
The manufacture of grille opening reinforcements in Van-Rob facilities includes the application of Data Matrix symbols directly to a base component that is then laser-welded to the larger assembly. The Data Matrix symbols must be scanned at multiple stages to monitor laser weld quality tracking. The base component is a rectangular tube to which Data Matrix symbols must be applied prior to entry into the welding process. The tube is welded into the grille opening reinforcement sub-assembly. The symbols on the tube are scanned at the first and second welding stages.
After welding, the sub-assembly is scanned and goes through visual weld inspection, where any bad welds that were not flagged by the weld monitoring equipment are added to the list of welds to be repaired. The assembly is scanned again at the rework station, where all failed welds identified throughout the process are repaired. The welded assembly then enters a paint rack for e-coating. Another scan occurs as the part is loaded to a final assembly and inspection line to verify that the assembly has been scanned at all previous steps in the process before the part is packaged for shipment to the customer. Another scan occurs if a rework of the sub-assembly is required.
Van-Rob’s engineers knew that a process of this relative complexity required both a dependable marking device and a handheld reader that could reliably decode direct part marks (DPM) before and after the e-coating stage. If the mark were too shallow, for example, the Data Matrix symbol’s cells might be subject to overfill during e-coating, which would decrease contrast and cause the reader’s decode attempts to fail. Any handheld reader that Van-Rob chose would need to be consistent and versatile.
The Solution
Arriving at the right solution for Van-Rob required an application evaluation process. Van-Rob contacted their corporate standard Direct Part Marking system supplier, Technifor, a manufacturer of DPM devices that use micro-percussion (dot peen), scribing, or laser to apply symbols, images, or text to hard substrates. The marking supplier of Van-Rob’s solution was established, but a reliable way to decode the directly marked symbols was still required.
Technifor contacted their regional DPM Reading and Verification partner, Clearview Automation Technologies, a Microscan Partner with offices throughout Ontario. The two companies worked together to provide Van-Rob a coordinated mark and read solution from a single source.
It was determined that the Technifor XF510Cp dot peen marker and Microscan’s HS-41X Handheld DPM Imager would be ideal for reliable marking and reading of Data Matrix symbols on the rectangular metal tube base component, before and after e-coat. Using bare and e-coated metal tube samples provided by Van-Rob, Clearview demonstrated the HS-41X’s ability to read the XF510Cp’s Data Matrix symbols with 100% consistency and accuracy in varying ambient lighting conditions. The optimal read range was determined to be anywhere from 2” to 8” from the reader to the mark, depending on symbol size and whether or not the part was e-coated. It was found that the optimal read angle was 15 to 45 degrees, and that Data Matrix symbols could be decoded by the HS-41X in any position within a full 360 degrees of rotation. A common configuration file was used for all readers in Van-Rob’s facilities, which use many Microscan handhelds throughout their process. The versatility of both Technifor’s marking device and Microscan’s handheld imager make them both ideal for Van-Rob’s needs.

A typical grille opening reinforcement.

The HS-41X features X-Mode decode algorithms and a rugged design, making it an ideal choice for direct part mark applications in tough industrial environments.
The Benefits
Once Van-Rob had received Clearview’s evaluation data and had specified the components of their marking and decoding solution, they were able to integrate the solution into their manufacturing quality processes. Results have been uniformly positive, as Van-Rob’s customers have reported complete satisfaction with the fabrication of the sub-assemblies received. The confluence of Microscan’s reliable data capture technology and Technifor’s robust marking technology provide Van-Rob with a solution that allows them to meet their own internal quality requirements and those of their customers.
OVERVIEW:
Customer: Van-Rob, Inc.
Industry: Automotive Manufacturing
Application: Tracking a component through the entire quality control process
Products: HS-41X Handheld DPM imager
Reseller/integrator: Clearview Automation Technologies
www.microscan.com
Product Information:
Technical Support:
©2014 Microscan Systems, Inc. 05/14
MEET THE AUTHOR
OMRON Automation - Americas
Omron Automation is an industrial automation solution provider that creates, sells and services fully integrated automation solutions that include sensing, control, safety, vision, motion, and more.
Discover how OMRON Automation - Americas can support your automation journey with their complete range of solutions and expertise.
Visit Company Website
« Back To Vision & Imaging Case Studies




Omron Automation is an industrial automation solution provider that creates, sells and services fully integrated automation solutions that include sensing, control, safety, vision, motion, and more.