Tech Papers
Optimizing Your Manufacturing
Introduction
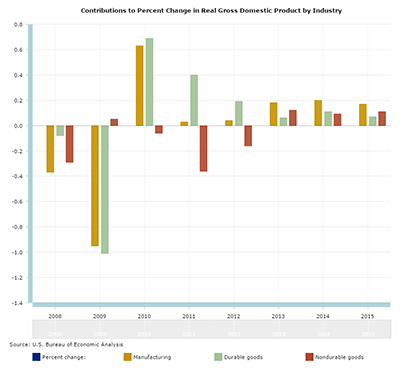
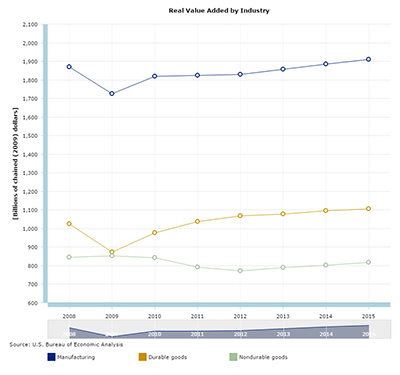
Manufacturing companies contributed $2.17 trillion to the U.S. economy according to the most recent annual data. [1] Manufacturers, of which 98.6 percent [2] qualify as small businesses, have become more agile, more productive and leaner in recent years. These advances have reduced both time to market and labor costs. Factory automation has been a key driver behind many of these improvements, and pallet conveyor systems continue to be a crucial component for virtually every manufacturer seeking to improve efficiencies, agility and profits.
Pallet Conveyors Allow Manufacturers to Adapt
A pallet conveyor system transfers materials and work in process from one point of the production line to another. Those items may be heavy, bulky and hard to handle manually, or small, light-weight and delicate. Pallets typically range from a around 10 x 10 inches to nearly 48 x 48 inches. They are capable of carrying loads weighing a pound or less, and up to several hundred pounds per pallet. Because conveyor systems are designed as modular components that are easily joined together, moving items long distances, changing elevations and around corners can be accomplished easily.
In practice, the pallet carries parts to be assembled to an assembly operator, whether a human or a robot. The pallet is freed from the conveyor drive mechanism when it reaches the operator, then returned to the conveyor once the assembly is complete; or the operation can be completed while the pallet is still on the mainline. Steps in the assembly process can include drilling, tapping, welding, soldering, machining and any other process needed. Pallets transport their payloads on the conveyor asynchronously to the next station, and can buffer prior to entering and after exiting a work station.
Pallet conveyor systems deliver several important benefits. They can continuously move materials from point to point, handling every item in the same fashion with no variance. Production inefficiencies and wasteful delays are eliminated by streamlining and standardizing the movement of material. A consistent material handling routine ultimately reduces work in process and allows greater throughput.
In addition, pallet conveyors eliminate bottlenecks and operations that require labor but do not add value. For instance, a pallet conveyor can rotate its pallet and the piece it carries to the desired orientation so the next step in the production process can be applied immediately. Properly orienting the item saves the operator at the next station the wasteful step of rotating it before work can begin. This results in greater throughput and lower costs.
The modular approach to designing pallet conveyor systems lets manufacturers adapt to changing demands and production requirements. Conveyors can be reconfigured to accommodate new processes. They can be modified to handle changing work flows by adding new modular components to the system. And, they can be programmed via their control panels to change the flow over an existing system.
Two Types of Conveyor Systems
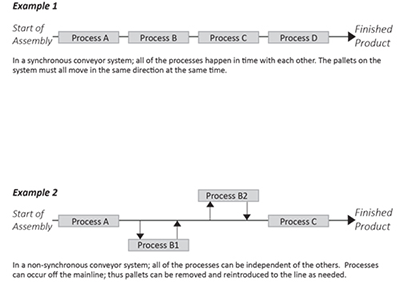
Synchronous conveyors run at a constant speed specified by the operator and do not allow for automated start/stop or other positioning functions. This paper addresses non-synchronous conveyors that accommodate different speeds and pathways according to the job at hand. These non-synchronous systems are designed as families of modular components. This modular approach offers great flexibility in deploying conveyor systems to meet any particular requirement. Manufacturers point to the following nine outcomes they achieve after installing a conveyor system.
Advtanges of Today's Modular Pallet Systems
- Phased-In Implementation. The modular design of today’s pallet-handling conveyor systems allows for the production line to grow as the needs of the company grow. Work-cells and individual tasks can be joined together to increase productivity, and the line can be expanded as manual processes are replaced by automated ones.
- Integration of Various Processes and Testing. A single product being transported over the conveyor may need multiple processes such as screw driving, welding, cleaning and testing so that it can be fully assembled. Another product usually requires a different mix of processes. Such diversity of products, coupled with the need to adapt to changing technology, requires flexibility in the design of the conveyor system. Pallet-based conveyors designed as modular components meets those requirements.
- Automation Controls. The use of automation controls allow for various processes (both manual and automatic) and testing to be carried out on the same pallet-handling line. Pallets can be outfitted with a variety of read-write devices that communicate with the main control panel. Safety switches and devices can also be incorporated into the automation controls creating a safer and more secure work environment.
- Flexibility Based on Product Demand. The ability to adapt to changing product demands is necessary in today’s agile manufacturing facility. Without the ability to respond to these changing demands the manufacturer may lose business and revenue as more agile competitors win the business. However, pallet conveyors improve agility. For instance, line speed and product flow can be altered based on product demand. Such adjustments are achieved through the use of automation controls and conveyor line spurs, storage devices and reconfiguring the layout.
- Responding to Production Inspection. Parts that have been rejected at the various testing stations can be moved to a reject line. On this line they can be reworked and reintroduced to the test station for secondary testing. All of this can be achieved while allowing products that have passed inspection to continue along the normal flow. This parallel product flow allows for increased productivity and output.
- Improved Ergonomics. Not only does working in an ergonomic environment increase worker productivity. Some states and countries have made the provision of ergonomic working conditions a legal mandate. Pallet-handling conveyor systems address ergonomics is several ways. Noise volume is an important ergonomic factor, and pallet conveyors are quieter than old style roller conveyor systems. Various modules, such as positioning and rotating devices, properly orientate the part in front of the worker, thus reducing repetitive motions which can lead to worker fatigue and injury. Additionally, spur conveyors can take the pallets off the main-line and position them directly in front of the worker in a workstation.
- Control Over the Footprint of the Line. Having control over the footprint of the assembly lines means you can tailor the conveyor system to work within your existing layout as needed. The modular design and construction of today’s pallet-handling systems allows for a variety of different configurations. These systems can be designed in compact footprints to maximize your floor space. Furthermore the use of a pallet allows the same system to run multiple products with little change-over, providing for significant efficiencies and cost savings.
- Reduced Work-in-Process. By reducing the amount of work-in-process (or WIP) on the production floor it is possible to lower the amount of product in stock on the floor and free up valuable production space. This reduces the capital employed on the floor. Pallet-handling conveyor systems, by design, continuously move product down the line from workstation to workstation, which is essential in reducing WIP.
- Ability to Reuse and Reconfigure Modules. Today’s pallet-handling systems are modular, which means the assembly line can be reconfigured based on changing requirements. Should the assembly line need to be moved to a new location the conveyors and its modules can be packed up, moved and set up in the new location. They can be lengthened or shortened as needed, just as modules can be added or removed from the line.
Pallet Conveyor Modular Components
The flexibility of non-synchronous conveyors derives from the many modular components that give the overall system its capabilities. The following describes each of the most common modules and what they do.
- Mainline Conveyors. Mainline conveyors are the primary conveyors in a pallet-handling system. These units are typically dual strand conveyors. They feature either accumulating roller chain, flat top chain or timing belts as the conveying medium.
- Traverse or Spur Conveyors. Traverse conveyors are used to move pallets short distances, typically between mainline runs. Traverse conveyors can also be designed as walk-through gates allowing operators to access the inside of the production line. Spur conveyors are used to move pallets in and out the mainline runs.
- Lift and Transfers. Lift and transfers are used to move pallets between adjacent lines at a right angle. The lift and transfer module is positioned between the strands of the mainline conveyor. It features a small conveyor mounted to a device capable of vertical movement (typically a pneumatic cylinder).
- Lift and Rotate. Lift and rotate devices lift the pallet off the mainline, traverse or spur conveyor and rotates it either 90° or 180° and then lowers the pallet back onto the conveyor. These modules are used to change the orientation of the pallet.
- Positioning Units. Positioning units are designed to accurately and precisely locate the pallet. This is often accomplished via a Lift and Locate module. This module locates the pallet, typically in two places, then lifts it off the conveyor to maintain location and accuracy during the assembly or testing process, while the conveyor continues to run.
- Pallet Stops. Pallet stops are used to stop, separate or queue pallets at or before a particular location or assembly station. They are the primary source for controlling traffic flow on a pallet-handling conveyor system. They come in a variety of styles, including ones with adjustable dampening and can be positioned to engage with the bottom of the pallet, either on the edge or in the center. They work in conjunction with the various modules such as Lift and Transfer, Lift and Rotate and Positioning units.
- Vertical Transfer Units. Vertical transfer units (VTUs) are used to move pallets between various mainline elevations. They are commonly used in Over and Under pallet-handling systems, which are often used when space is at a premium. VTUs feature a small conveyor to move the pallet in and out of the module, and guide the pallet's vertical movement between levels.
- Pallets. Pallets are an essential component in today’s modular pallet-handling systems. Pallets come in a variety of different sizes, styles and materials—all of which can be tailored to the needs of each specific application. Pallets can be outfitted with fixtures and devices to hold and engage the product as it travels down the assembly line.
Conclusion
Lean manufacturing, advancements in almost every aspect of technology and the pressures of a worldwide economic downturn since 2008 have led forward-thinking companies to embrace those solutions that deliver the greatest return on their investments. Pallet conveyor systems have played a major role in giving manufacturers the flexibility they need to compete. They improve manufacturing productivity and product quality while allowing for maximum assembly flexibility. They have become a must-have resource for manufacturing firms both large and small that want to compete successfully in the worldwide marketplace.
mk North America
mk North America manufactures conveyors and conveyor systems compatible with today's modern manufacturing requirements.
Discover how mk North America can support your automation journey with their complete range of solutions and expertise.
Visit Company Website

mk North America manufactures conveyors and conveyor systems compatible with today's modern manufacturing requirements.
Tube Feeding Conveyor Case Study
Learn how mk North America engineered a custom tube-feeding conveyor for a leading medical device manufacturer.