Industry Insights
Why Robots Are Taking It Off
Never ones to shy away from attention, robots are striking a formidable pose on the material removal stage. Robots are taking it off, stripping it down and smoothing it out.
Whether machining or finishing, robotic material removal is being used to cut, grind, deburr and polish all sorts of materials, from food to wood to jet engine components. One of the world’s most iconic structures, the Sydney Harbour Bridge, is getting a makeover. Grit blasting robots are hard at work stripping away the Coathanger’s old paint.
Recent technological advances have helped bridge the gap between traditional CNC machining and robotic material removal. Some would even say that robotic finishing is a maturing segment. Robotic machining still has a ways to go before it joins the mainstream ranks.
In a 2008 white paper, the authors noted two major challenges to widespread adoption of robotic machining. One barrier was the lack of rigidity in the robot arm. The second was the inability to easily translate CAD programming into robot paths.
The robotics industry has worked hard to shed these barriers. Most of the major robot manufacturers offer robots specifically designed for greater rigidity. Robot OEMs and other software developers offer simulation and CAD-to-path software that make programming more seamless and precise. Plus a host of specialized end-of-arm tooling (EOAT), force control technology, and other accuracy tools are raising the game.
Material Machinability, Robot Rigidity
In any machining operation, there are reactionary forces directly related to the hardness or machinability of the material. If the robot lacks the required rigidity, the system will vibrate and chatter. This can affect
 finish quality, accuracy and eventually tool life.
finish quality, accuracy and eventually tool life.“Robotic machining is still developing and I think you’ll start to see it mature over the next three to five years,” says Virgil Wilson, Staff Engineer at FANUC America Corporation in Rochester Hills, Michigan. “The biggest technical challenge is still the machinability of the material, meaning you can machine softer materials up to aluminum. But when you start getting into cold rolled steel and harder materials, a serial robot by design doesn’t have the rigidity to machine that type of material.”
“Rigidity is very important,” says Nicholas Hunt, Manager of Automotive Technology and Support at ABB Robotics in Auburn Hills, Michigan. “We built an arm, the IRB 6660, which went back to the four-bar link solution for motion, because that’s a very rigid design. Much more so than the serial design. For machining to go to that next level, you’re going to need very rigid arm designs.”
ABB distinguishes the IRB 6660 (pictured), with its four-bar link design, as a pre-machining robot. It was developed in response to demands for post-casting and other coarse machining applications.
FANUC introduced the M-900iB/700 robot last year. “By design, one of the criteria was to increase the rigidity of the robot for pre-machining applications,” says Wilson. “It has four times more rigidity.”
Wilson says the robot is primarily used for drilling and riveting in the aerospace industry. This video courtesy of FANUC demonstrates the system.
“In a lot of the ways it’s the same as pre-machining applications, because there are reactionary forces transferred to the robot in the process,” explains Wilson. “The drilling head in the aerospace application has a pressure foot that can apply up to 400 pounds, so we needed a robot that could withstand that force.”
The other major obstacle to widespread adoption of robotic machining was the challenges of translating CAD data into robot trajectories. That impediment has also proved surmountable.
Programming and Simulation
Innovative software developers are taking CAD/CAM programming and simulation to the next level. One such developer is now “bilingual” after first cutting his teeth on G-code.
Chahe Bakmazjian is President of Jabez Technologies in Montreal, Canada. His company’s Robotmaster® V6 software was recently named a winner in the 2013 Game Changer Awards for
") outstanding achievement in robotics by the Robotics Business Review.
outstanding achievement in robotics by the Robotics Business Review.Jabez developed the first version of its Robotmaster software in 2002 to enable manufacturers to take a CAD/CAM path program and adapt it for robotic use.
“V6 has everything Robotmaster has been known for, including optimization of robotic paths, workspace analysis, and the ability to properly position your task in the robot,” says Bakmazjian. “In addition, we’ve enabled the user to interact with the simulation environment to be able to manually modify things if he wants to tweak the process.”
“As opposed to a regular CNC machine, robots have errors that are less intuitive to resolve,” says Bakmazjian. “Things like singularity, collisions, joint limits, reach issues and wrist flips. These need to be managed if we want this task to be done properly.”
Bakmazjian hails from a CNC milling background with 15 years of CAD/CAM experience in machine tools. He says one day a robot integrator asked him if he could write software to drive a robot. The rest is history. Jabez exited the CNC machining market about four years ago when the demands of the robotics market exploded.
“One of the reasons people want to use robots is because the processes are getting more specialized and complex,” says Bakmazjian. “So we have created a layer over our product, that just by using a WYSIWYG editor, you can create custom screens that allow you to orchestrate a very complex process without having to get the developer to customize the software.”
This video courtesy of Jabez shows the milling process for circular staircase stringers using a KUKA robot and Robotmaster software.
“Simulation has gone from a selling tool that shows how a process could run successfully to a true manufacturing tool,” says Rufus Burton, Sales Manager at PRE-TEC, a division of Willamette Valley
 Company, in Eugene, Oregon.
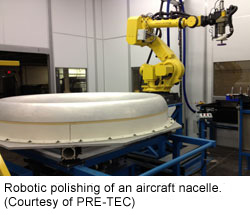
Company, in Eugene, Oregon.He says simulation played an integral role in a polishing cell the RIA Certified Robot Integrator designed around an aircraft component called a lip skin. The lip skin is the shiny ring at the leading or intake edge of the jet engine housing, called a nacelle.
“In that application, we helped the end user to train his people so they could do the programming using the simulation CAD-to-path for other current part models and future models,” says Burton. “It gives the end user the ability to be self-sufficient as opposed to coming back to the integrator with a new part that needs to be set up and programmed.”
In this video courtesy of PRE-TEC you see a six-axis robot performing the final finishing step in a multi-step polishing process of the aluminum lip skin. Once in the cell, one of four components is identified via an RFID tag, which triggers the robot to run a particular polishing program. The system uses machine vision to determine if the sanding or polishing disk has been engaged properly by the robot’s end effector. Then integrated force sensing is used to ensure a uniform finish.
“The force sensing enables us to take into consideration the force required depending on the contour of that particular part.” Burton says by having force sensing integrated into the robot arm, they don’t have to coordinate an auxiliary device.
Force Control and Vision
Advancements in force control and vision technology are making robotic finishing and machining more precise, and easier and more cost-effective to implement.
“FANUC brings a plug-and-play aspect to force sensing. It’s that seamless,” says Burton. “So is the integrated vision. They both shorten the design-to-build time on projects. In the last two years, over 90
 percent of the systems we’ve integrated have included vision. It’s become such an affordable option.”
percent of the systems we’ve integrated have included vision. It’s become such an affordable option.”Weldon Solutions, a robot and CNC machine cell integrator in York, Pennsylvania, uses force control in many of its robotic deburring cells.
“We have used the PushCorp pneumatically controlled constant-force slide on many applications,” says Charles Gales, Weldon’s Manager of Automation Sales. “By utilizing a programmable regulator, it is possible to maintain a specified force or pressure between the part and the deburring media.”
“The slide moves with the contours of the part,” explains Gales. “It makes programming much easier. We don’t have to worry about where all the features are on the part. We can just rotate it and the slide itself will accommodate those differences on the center point of rotation.”
This video courtesy of Weldon shows three material removal processes. In the first application, robotic deburring is used to smooth critical surfaces of nuts and bolts for the aerospace industry. You can see that the deburring wheel is mounted on the constant-force slide.
In the second featured process, a center lapping tool on a variable speed spindle is used to prepare the center on both ends of a transmission shaft for a subsequent grinding operation. The spindle is also mounted on a constant-force slide.
Gales says the quality was dramatically improved in the downstream grinding application. “The robot picks up the part, laps the centers, and puts it directly into the grinder. Our customer said that it was amazing to them that just taking the high spots off of the centers on each end of the shaft allowed for such an improvement in the shaft’s ground surfaces.”
In the third process, a robot is equipped with interchangeable deburring tools to perform different operations on a cast housing. The tool changer switches between a spindle used to deburr a difficult-to-reach cross-bore and a deburring wheel used to smooth the edges of O-ring grooves and other surfaces.
Compliant Tools and Tool Changers
Gales says the design of the end-of-arm tooling is very important. “When the robot reaches into that cross-bore to do the deburring, we rely on the fact that the spindle can wobble just a little bit, to have some compliance, because otherwise we would have to be exactly at the right place.”
The compliant deburring tools and tool changers are made by ATI Industrial Automation. Their distinctive color stands out in the videos.
“Historically, deburring has largely been a manual operation due to the limitations of previously available automated deburring tools,” says Catherine Morris, ATI’s Director of Automotive Sales in Apex, North Carolina. “Conventional automated deburring tools can perform adequately along a straight edge or surface, with little or no compliance for cavities or protrusions, but these tools ultimately fail when part tolerances or paths are not exact. ATI engineers have developed three types of compliant deburring tools and are making automated deburring cells safe, consistent and economical processes.”
This video courtesy of ATI shows its compliant tools and tool changers in action deburring an injection molded plastic component.
In this video courtesy of PRE-TEC, tool changers enable three robotic material removal processes – milling, drilling and finishing – to be performed in a single cell.
Material Handling, Complement or Catalyst
PRE-TEC’s Burton says he puts robotic material removal under the umbrella of material handling. He considers it a complement to the inherent robotic material handling process.
Burton cites the preceding video as an example. “Those applications were incorporated into that cell so that it completely eliminated a CNC machining operation downstream and increased throughput.”
“In our experience, the success and failure of the robotic operation comes from being able to maximize and achieve a good material handling function,” says Burton. “How well you can keep that cell fed, how you get material to it, and how you get material away. Like CNCs, robots do allow themselves to perform very effectively, but if you can’t keep it fed or you can’t get the material cleared, you create a bottleneck.”
Weldon’s Gales also considers material removal to be a complement to other existing processes. “Whenever a machine tool has a process cycle that takes more time than required by the robot to move parts to and from the machine, there is an opportunity for secondary operations. There is value in incorporating material removal into a machine load/unload application, because the part is usually already located and oriented in the workholding of the machine tool. This allows a robot to remove the part from the machine and proceed directly to the deburring operation.”
Some integrators are on the other side of the fence, like Peter Gratschmayr, Senior Sales Engineer at Midwest Engineering Systems Inc. in Pewaukee, Wisconsin. This RIA Certified Robot Integrator credits its robotic deburring expertise for a steady stream of customers knocking at its doors.
“Material handling keeps the robot busy,” says Gratschmayr. “Typically, any material handling is just related to the core process of deburring.”
Large-Scale Deburring
Midwest’s deburring business comes from the agricultural, earth moving and aerospace industries. Gratschmayr says precision steel processing begs for a good deburring process and robots are built for
 the task. CNCs are sometimes overkill.
the task. CNCs are sometimes overkill.“The people that previously did this kind of work were built like athletes, very physically fit,” says Gratschmayr. “A lot of force was required to achieve the particular results desired of this application. The gentlemen who had been doing this for seven to eight years were starting to see serious joint damage.”
“Many of our customers are using very expensive machine tools that have the capability of machining within microns,” explains Gratschmayr. “They were using these same machine tools for deburring operations that have a tolerance of plus or minus 20 to 30 thousands. So they’re grossly underutilizing the machine tool and they’re working the health right out of their employees.”
“We’re providing a robot that has much of the capability of a machine tool,” says Gratschmayr. “It uses a servo drive for the machine tool spindle, so we can control and track the rpm. Then we work with the customer to define a number of different tools that are necessary for the various surface and bore finishes. Some are chamfering and some are just edge removal, or some of them are light machining.”
“We verify the tool’s wear characteristics and verify that it hasn’t broken after each operation,” he explains. “We use a series of sensors, either deflection plates or laser sensors. We not only do machining of near-side, we can also do machining and deburring of far-side features. These are very difficult for even an operator to accomplish. The operator wouldn’t even know that the job is complete until they used a borescope afterwards.”
Gratschmayr says a lot of Midwest’s aerospace applications are engine-based. “The robot has to be able to provide a very precise motion profile and recordability, so you know that each component has been processed exactly the same. There’s a lot of documentation required.”
“Some of these parts require 16 hours of operation. That one step of the process that the robot does is 3 to 4 hours,” he says. “It’s very time-consuming and hard on the operator, plus the deburring process happens in the midst of heat treating operations. We’re removing the operator from a very uncomfortable environment, eliminating repetitive motion, and increasing the quality of the component by making it a very reliable process.”
PRE-TEC’s Burton says some people only consider robotic material removal in terms of labor reduction. “Underestimated are the productivity increase and the quality improvement. Those are the two things that people who we have helped automate their processes say were the true gains and way more than they expected.”
Other integrators would agree. “There’s still a big CNC market out there,” says Michael Nardozzi, Vice President of Marketing & Sales for KMT Robotic Solutions Inc. in Auburn Hills, Michigan. “But they are starting to see the versatility of robotics for two reasons. One, they’re more flexible and the other is that they’re higher in reliability. A CNC has numerous moving parts and they don’t play well together over time. They wear quicker, so there’s a lot more downtime associated with those types of machines.”
A Pure Cut with Waterjet
KMT has an exclusive partnership with FANUC in North America for waterjet cutting and nonmetallic routing. Nardozzi says 80 percent of KMT’s business is in abrasive and nonabrasive waterjet trimming.

This video courtesy of KMT shows waterjet trimming, with at times up to four robots in a single cell, cutting everything from automotive fabric headliners and instrument panels to fiberglass watercraft.
“Waterjet is an extremely efficient process,” says Nardozzi. “You can cut anything from food to plastics to steel. It’s non-limiting, especially when you’re talking about food processing. Pickles are sliced with a waterjet. Cheese is cut that way. Chicken is also cut with waterjet.”
Nardozzi says waterjet is also eco-friendly. “Waterjet is a fairly clean process. It’s organic; it can go back in the earth. We’re just using it at very high pressure in order to cut.”
“When you cut with a waterjet, you’re done,” he says. “There’s no thermal impact, so no blemishes or discoloration from the process. If part touch-up is required, we’re probably selecting the wrong process. If there are burrs or rough edges, maybe the right process is router or laser.”
This video courtesy of KMT shows a variety of robotic router trimming applications.
KMT’s branded robots called AccuTrim were developed in partnership with FANUC. The integrator also collaborated with FANUC on an offline programming package called TrimPro.
“You can do all your CAD-to-path programming with TrimPro,” says Nardozzi. “And you can use multiple robots and figure out how to maneuver those robots most effectively. It will actually provide true cycle times. We also offer it as a service. We can do all the conversions here and then send you a file to run on your robot systems, and/or we train you on how to use the product.”
We’ve sold machines to Tier 1 suppliers who do all the body trimming for the 2014 Corvette, both interior and exterior of that vehicle,” says Nardozzi.
While robotic material removal continues its technological ascent, CNCs still have a substantial lead when it comes to precision. But robots and their trusted accuracy tools are making great strides. So where does the industry see the technology headed?
Future Trends
FANUC’s Wilson expects continued advancements in force control and vision technology. “Those two are
 key components to reduce the risk and complexity of integrating the robotic material removal cell.”
key components to reduce the risk and complexity of integrating the robotic material removal cell.”This video shows a FANUC M-900iA robot removing gates and flash from foundry parts in a multi-step grinding application. The system uses iRvision to locate and pick up parts from the conveyor and later re-orient them for subsequent grinding operations.
“Milling used to be the Holy Grail in material removal,” says ABB’s Hunt. “But now with the entrance of 3D printing and other additive manufacturing processes, what effect will it have on the importance of robotic milling? It will depend on how much more advanced 3D additive manufacturing gets with respect to finish. I think we’ll see the convergence of these previously thought disparate technologies, driving the need for highly flexible material removal technology.”
PRE-TEC’s Burton notes an upsurge. “We’re seeing more activity in robotic machining in the last 18 months than we’ve seen in years prior.” (He credits the unknown element of labor costs and the heightened interest in reshoring.) It really ramped up at IMTS 2012 and has continued. We’re seeing more dialog between ourselves and machine tool distributors that want to align with an integrator to be able to provide a robotic solution.”
Jabez’s Bakmazjian is working with automotive manufacturers like Daimler, who want to gain a better understanding of robotic milling and trimming to be able to incorporate those processes into the design of
Bakmazjian also sees robotic machining moving into small and midsized job shops. “Anywhere there’s a high-mix, low-volume scenario, where multiple processes are involved, and where they don’t want to stick to a dedicated piece of hardware.”
He says the business case is overwhelming. “With globalization, flexible automation and just-in-time manufacturing, people want to spend less capital expenditure on dedicated equipment like CNC machines,” says Bakmazjian, “which are very expensive and do a very specific function.”
“With robots, we’re flexible. For the same amount of workspace and ability, as long as you’re not looking at extreme rigidity and accuracy, it’s a lot cheaper,” he says. “At the same time, a robot adapts a lot quicker to changes in product and even process design than a dedicated machine.”
“Quicker return on investment, more flexibility and ability, and more latitude moving forward,” says Bakmazjian. “These are the overwhelming reasons why these companies are looking into using robots versus classic machines.”
The case is compelling for robotic machining. Only time will tell where the technology positions itself on the world stage.
RIA Members featured in this article:
ABB Robotics
ATI Industrial Automation
FANUC America Corporation
Jabez Technologies
KMT Robotic Solutions Inc.
Midwest Engineering Systems Inc.
PRE-TEC, a division of Willamette Valley Company
Weldon Solutions
MEET THE AUTHOR
Robotic Industries Association
RIA has transformed into the Association for Advancing Automation, the leading global automation trade association of the robotics, machine vision, motion control, and industrial AI industries.
Discover how Robotic Industries Association can support your automation journey with their complete range of solutions and expertise.
Visit Company Website
« Back To Robotics Industry Insights

Robotic Industries Association 
RIA has transformed into the Association for Advancing Automation, the leading global automation trade association of the robotics, machine vision, motion control, and industrial AI industries.