Industry Insights
Robots and Laser Welding, the Perfect Fit
From those early days when Unimate first reached across the assembly line, robotic welding has flourished to become a permanent resident on the plant floor. Now, with the advent of high-power laser technologies at lower ownership costs, robotic laser welding is bringing more flexibility and productivity to the workspace.
 An often unsung hero, robotic laser cladding, is saving parts from the industrial salvage yard and fortifying new components. Its applications are remarkable in size and scope. Meanwhile, hybrid laser arc welding is making inroads with the promise of higher deposition rates. A dip into the pool of emerging technologies reveals remote laser welding, hot-wire laser cladding and laser additive manufacturing.
An often unsung hero, robotic laser cladding, is saving parts from the industrial salvage yard and fortifying new components. Its applications are remarkable in size and scope. Meanwhile, hybrid laser arc welding is making inroads with the promise of higher deposition rates. A dip into the pool of emerging technologies reveals remote laser welding, hot-wire laser cladding and laser additive manufacturing.
“The newer technologies will generally give you higher productivity than what you will get with traditional welding processes,” says Michael Flagg, Manager, Application Engineering for The Lincoln Electric Company in Cleveland, Ohio. “They allow you to weld on materials that in the past may not have been weldable, such as exotic metals or metals prone to cracking that require less heat input and more control. They also give you more freedom and flexibility in the products you’re manufacturing.”
“Higher speed, higher deposition rates and better first-run quality – all of that figures into getting the product finished in a shorter amount of time.”
Lasers Shining Brighter
Advances in laser technology over the last decade are exciting interest in laser welding processes. Giants in traditional welding are on board with the movement and even leading the way.
“With the recent improvements in diode lasers, especially diodes that are pumping other lasers such as fiber and disk, it’s more effective for a wider range of applications,” says Paul Denney, Senior Laser Applications Engineer at Lincoln Electric. “The new fiber lasers and disk lasers are 25 to 30 percent wall plug efficient, compared to 8 percent or less for CO2 and NdYAG lasers of the past. They have much better beam quality, which means in many cases you can get a lot deeper and go a lot faster.”
Denney, the former director of the Laser Applications Laboratory at the Connecticut Center for Advanced Technology, and an MIT graduate with 25 patents and more than 30 years experience in laser materials processing, joined the company in 2010. That same year Lincoln Electric announced a strategic partnership with optical fiber laser pioneer IPG Photonics Corporation.
Fiber Lasers Dominate
Denney briefly explains the differences between the three main types of laser technologies. “Ytterbium fiber laser (or simply put, fiber laser) means that the ytterbium is a doping agent. It’s basically an element (Yb) that goes into a fiber and that’s what creates the light that we see. For CO2 lasers, you’re exciting a gas. In NdYAG lasers, you’re exciting a crystal.”
“In a fiber laser, it’s also a crystal that is excited, but they stretch it out so it’s about 15 meters long and 10 microns in diameter. That eliminates some of the thermal management issues. Then, instead of exciting the crystal with lamps or light like in NdYAG, which is less efficient, they use a group of diode lasers that are fiber optically connected to that bigger fiber to excite it. A disk laser is also ytterbium-based, but they take that crystal and cut it to a very thin wafer, where a reflective side acts also as a heat sink.”
According to Denney, fiber and disk lasers are the two big technologies competing for applications in today’s industrial market. “High-powered NdYAG lasers, the flavor of the month in the late 1990s and early 2000s, are going away. Their quality and power levels were limited and the efficiency was poor.”
“A large majority of laser cutting systems still use CO2 lasers, because the wattage per dollar is cheaper,” says Denney. “Fiber is taking some of the cutting away from CO2 lasers. We’ll have to wait and see how far it progresses into that market.”
Robots and Lasers a Good Match
Manual laser welding is used in dental labs, medical device manufacturing, jewelry making and research. For most industrial applications, especially automotive, aerospace and heavy equipment manufacturing, robotic laser welding rules the day.
 “From an industrial standpoint, almost every laser welding system is automated whether it’s a hard or flexible automation system,” says Flagg. “As you increase speed and productivity, it’s more difficult for a human to hold a welding gun and travel 50 to 60 inches per minute. But a robot or gantry has the ability to travel at high speeds, very fluidly, and with excellent path-following accuracy. With a human operator it’s just beyond their motor function.”
“From an industrial standpoint, almost every laser welding system is automated whether it’s a hard or flexible automation system,” says Flagg. “As you increase speed and productivity, it’s more difficult for a human to hold a welding gun and travel 50 to 60 inches per minute. But a robot or gantry has the ability to travel at high speeds, very fluidly, and with excellent path-following accuracy. With a human operator it’s just beyond their motor function.”
“There’s also the safety aspect with lasers, because you’re working with something you can’t see, but it’s extremely high energy with wavelengths that are easily absorbed by soft tissue,” adds Flagg. “You need to properly contain and safeguard the work area of an automated laser system, which is a philosophical practice well understood and implemented by the Lincoln Electric group of companies on all laser systems sold.”
Remote Laser Welding
Lincoln Electric and one of its subsidiaries, Tennessee Rand Company, both RIA Certified Robot Integrators, are involved with robot remote and scanner-based remote laser welding for automotive and appliance components.
“A lot of times these lasers are being used to replace resistance welding, not necessarily arc welding,” says Denney. “Remote laser welding is really targeted at the replacement of resistance spot welding in many applications.”
This video courtesy of Tennessee Rand shows remote laser welding in action. The system uses a fiber laser process coupled with scanning optics, mounted on a FANUC articulating robot to weld 77 joints in less than 30 seconds from more than a foot away.
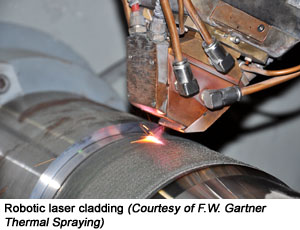
Robotic Laser Cladding
Laser welding is a consummate star in automotive manufacturing, the industry where robots first cut their teeth. What we don’t see very often is laser cladding, where robots also prove their worth in precision and repeatability.
Laser cladding is a welding process similar to thermal spraying in that it uses powdered metal as feedstock, which is applied to the substrate of a metal component either to protect or enhance its surface properties, or reclaim a worn or damaged dimension. Unlike thermal spraying, laser cladding uses a focused laser beam as the heat source. The result is a metallurgical bond between the substrate and the applied materials with superior bond strength, and in many cases, with surface properties superior to the original substrate.
Small Heat-Affected Zone
The main advantage is a small heat-affected zone (HAZ). This means less dilution, oxidation and decarburization, which can compromise the properties of the applied material and the component, and potentially cause cracking.
F.W. Gartner Thermal Spraying, a business unit of Curtiss-Wright Surface Technologies, has provided industrial coating services to a variety of industries since 1923. The Houston, Texas-based thermal spray shop has been flexing its robotic laser cladding arm for nearly a decade and knows firsthand the difference robots make in the laser welding process.
“You’re dealing with a very crisply defined beam that has a very specific focal point where the energy density is optimum,” explains F.W. Gartner’s Director of Sales and Marketing Michael Breitsameter. “Maintaining the relative speed and relative distance between the laser and the workpiece are basically what make the process reproducible. A manual operator just can’t do that. The reproducibility goes away (without automation).”
“Robotics is an enabling technology,” says Breitsameter. “Being able to hang a laser off of a six-axis robot has changed the whole dynamic of the versatility of the process.”
Breitsameter says one of the key advantages of laser cladding is its precision. “You can literally clad a knife edge. It’s precise in its placement of material, but it’s also precise in its heat input and heat transfer, so you don’t have to be concerned about distortion of the workpiece if you have to work around keyways, oil holes or other features of the component.”
Robotic laser cladding also allows you to apply a very controlled weld bead, so there’s less wastage of material through post-finishing.
Exotic Materials
Laser cladding allows for welding with exotic materials, both the substrate and the consumables. In F.W. Gartner’s case, the cladding materials are in powder form.
 “As metallurgy gets more exotic, its weldability becomes more difficult, so using standard welding techniques tend to be less friendly,” explains Breitsameter. “In some cases, you do more damage than good. But you can also take relatively standard metallurgy and very precisely place exotic material in areas where the surface functionality is important (such as in extreme working conditions).”
“As metallurgy gets more exotic, its weldability becomes more difficult, so using standard welding techniques tend to be less friendly,” explains Breitsameter. “In some cases, you do more damage than good. But you can also take relatively standard metallurgy and very precisely place exotic material in areas where the surface functionality is important (such as in extreme working conditions).”
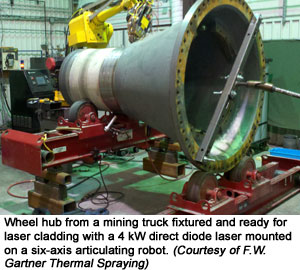
Breitsameter cites wheel hubs for 400-ton Liebherr mining trucks as an example. “They are made from a very high-quality engineering steel, but this bulk material is designed for its structural properties. It’s not necessarily designed for its surface properties, where you’re going to run a bearing or a seal on it. So in those areas, where there is wear and tear, they come here for reclamation.”
Enhanced Properties
“From our customer’s standpoint, all they’re looking to do is reclaim a dimension, so that the bearing will fit as it used to when the wheel hub was new,” says Breitsameter. “From a functionality standpoint, what ends up happening is that we put a bed of material where that wear took place, in this case a 400-series martensitic stainless steel, which is harder than the original material. Now it has less chance of wearing or scoring.”
“The bulk material (steel) that most of the components are made of that come through our doors is relatively cheap compared to a nickel-based superalloy, or a cobalt-based material, or a tungsten carbide that you don’t have the option of fabricating an entire component from.” In the case of the wheel hubs, Breitsameter says the substrate has a hardness of 21 to 25 Rockwell C.
“We’ll put something back in those worn areas that is more like RC 45 to 48,” he says. “In those areas, the wear rate will be much lower. Chances are we’ll never see that part again.”
According to Breitsameter, the cladding process is most appropriate for high-value components that justify the cost of the laser technology. “The wheel hub is a high-value component, which until recently, they would potentially throw it away because it’s lost less than one percent of its mass due to wear. From a green standpoint, to think what it costs to manufacture a ton of steel and these things weigh a couple of tons, it’s a very environmentally friendly process.”
ROI Calculator

Discover the potential cost savings of robotic automation over a 20-year system life
This calculator compares your current manual labor costs against the total cost of owning and operating a robotic system over its 20-year lifespan.
Breitsameter notes an important advantage that often goes undocumented. “With every other welding process, other than brazing, you basically create an electromagnetic field at the point where the arc transfers to the workpiece. That creates a natural stirring action of the weld pool, which means you’re getting more mixing between the substrate and the overlay material. If you’re applying a very exotic overlay material, why would you want to mix it with the engineering steel of the substrate?”
Rapid Thermal Cycle
A rapid thermal cycle is another advantage of robotic laser cladding. “Because you have this control and everything is automated, you also get a very rapid thermal cycle,” says Breitsameter. “That rapid thermal cycle, which in some cases is literally milliseconds, gives you a very refined crystalline structure in the resulting overlay.”
He provides an example. “If you take a part made of Inconel* 625 and laser clad Inconel 625 on top of it, that 625 will have better working properties than the bulk material that’s under it, because the thermal cycle between melting, remelting and solidifying is so short.” (*Inconel is a registered trademark of Special Metals Corporation).
“As the crystalline structure gets finer, you get improved mechanical properties, improved corrosion resistance, higher hardness and better wear resistance,” he adds.
Inner Diameters
Another place where laser cladding shines is on the inside. Robots and lasers go where humans can’t.
F.W. Gartner claims to be one of only five facilities in North America that can successfully clad an inner diameter (ID). “You’re trying to weld in a confined space and the hardware ends up being very much like a periscope,” says Breitsameter. “Stability and having it precisely positioned is very important. It’s like having a pendulum hanging off of a robot. If the robot arm moves half a millimeter, the other end of it moves 5 millimeters.”
“We have the ability to clad components from 1 inch to 8 feet in diameter, and IDs down to 4 inches, all with a broad range of materials,” he adds.
From Mining to Agriculture
F.W. Gartner is also using robotic laser cladding to reclaim drilling equipment used in the oil and gas industry and mining industry. The company is also cladding land-based gas turbine components.
Robot systems integrator, Wolf Robotics LLC in Fort Collins, Colorado, is building and installing laser cladding cells for mining, construction and agricultural applications. The RIA Certified Robot Integrator is creating cells for customers laser cladding the worn wheel spindles of large mining trucks. Laser cladding is being used in similar applications in the construction industry to repair and reclaim components.
In agriculture, laser cladding is being used to harden and overlay different surfaces on combines. One example is cladding the tips of corn choppers to impart enhanced metallurgical properties to new equipment.
 Kyle Taylor, Project Manager at Wolf, says his company introduced robotic laser cladding to many of these customers. The integrator is designing laser cladding cells that will handle wheel spindles up to 8,000 kg, which is typical of multi-ton mining trucks. “Why would you want to remake an 8,000-kg part when you can add just a few pounds of metal to return it to the shape you need?” says Taylor.
Kyle Taylor, Project Manager at Wolf, says his company introduced robotic laser cladding to many of these customers. The integrator is designing laser cladding cells that will handle wheel spindles up to 8,000 kg, which is typical of multi-ton mining trucks. “Why would you want to remake an 8,000-kg part when you can add just a few pounds of metal to return it to the shape you need?” says Taylor.
“The spindle needs to fit within a bearing to allow the wheel to turn. The tolerances on these applications have to be incredibly accurate, so they will put the spindle on a lathe and finish-grind it,” he says. “What’s nice about the laser cladding process is that we give them a very uniform shape to cut, so they can cut at higher speeds with greater accuracies.”
Robotic Integration
Wolf also integrates other advanced technologies into its robotic laser cladding cells. “We integrate HMI (human machine interface), which allows our customer to change the process as its happening,” explains Taylor. “We have that tied into a parametric program, so you can automatically set how far you want to clad the part and the diameter of what you’re cladding, and it will automatically do that for you. So there’s very little programming for unique parts. With HMI you can also display the laser parameters and have special parameters for different parts.”
The integrator also incorporates vision capabilities and error handling that it developed on the ABB robotic platform. A laser spot camera is used to ensure that when non-uniform parts are detected, the laser sensor will adjust for the offset.
“In the laser cladding process, with the focal point, you have only one to two millimeters that you can be off and it will ruin your process if you’re not within that tolerance,” explains Taylor. “So if you have non-uniform or non-flat parts, we can use the camera to either automatically adjust the robot or shut the system down.”
“This is also very important if for some reason you need to stop the process, say a change in shifts or a lunch break,” he adds. “It’s very important that you restart the cladding process in a very specific way to avoid adverse metallurgical properties.”
Taylor says the laser cladding process for the wheel spindles averages 16 hours and they put down nearly 2 miles of cladding.
He also stresses the importance of safety whenever working with lasers. He was designated a Laser Safety Officer (LSO) after completing a program through the Laser Institute of America, in which he received training in evaluating laser systems and assembling the proper precautions and safety labeling.
Taylor says safety is baked into every laser cladding system Wolf integrates. “Anybody that operates a Class IV laser (which OSHA considers to be hazardous to view under any condition) must be an LSO. But due to the enclosures we added to our robots, since no light can escape, it can actually be classified a Class I laser, because they are completely shielded.”
While robotic laser cladding is gaining a stronghold in many applications, the recent advances in fiber-delivered solid-state lasers and their decreasing ownership costs are moving other laser welding processes into the mainstream.
 Hybrid Laser Arc Welding
Hybrid Laser Arc Welding
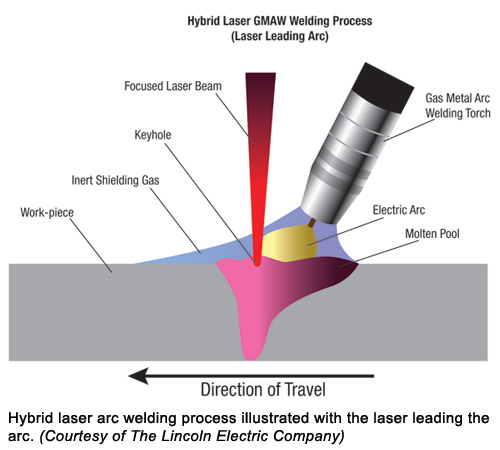
Lincoln Electric is integrating robotic systems for hybrid laser arc welding (HLAW), which couples laser technology with gas metal arc welding (GMAW). HLAW is an automated welding process that combines the deep penetration and highly focused intensity of a laser with the joint filling capability of the traditional MIG (metal inert gas) process. The result is a very narrow heat-affected zone and thicker welds.
Lincoln Electric’s laser expert explains the advantages of HLAW: “As you get into thicker materials, say three or four millimeters, and you have a butt joint, the ability to get a perfect joint without machining becomes more difficult. If there’s any roughness in the edges, when you try to weld those together, you’re going to have gaps and when you have gaps you’re going to have undercut or incomplete fill,” says Denney.
“So if you’re looking for a joint with 100 percent efficiency, you’re going to have to add material (that’s where GMAW comes into play),” says Denney. “The laser speeds up the process and has a lot lower heat input than you would see with something like a tandem MIG process. There’s also less distortion and less loss of mechanical properties.”
“Laser is a true three-dimensional welding process. Because you can get high aspect ratio depth to width, you can put two pieces together and penetrate all the way through in a single pass at high speed,” he adds.
HLAW is still relatively new. Its use is limited because there are few specifications for it yet. Denney says AWS and ASME are working on specs. “The HLAW process is best in square butt joints, but not everyone wants to redesign a part for this joint.”
Hot-Wire Laser Cladding
Another welding process making waves in the industry is hot-wire laser cladding. Although there is some debate whether it belongs in the same category with hybrid laser welding.
“We recently retrofitted a system to use wire for cladding material,” says Wolf’s Taylor. “The laser does the melting. The advantage of wire is higher deposition rates over the powder process, so you can basically do the same part in half the time.”
“With wire laser cladding, you’re not actually creating an arc with the welding wire,” Taylor explains. You’re putting a current through it, but you’re not creating an arc. It just kind of helps warm the wire up, so when the laser hits it, the wire fully melts and penetrates.”
Lincoln Electric is also very interested in hot-wire laser cladding. “The fact that we can do this at a much higher rate and with much purer material than GMAW or GTAW (gas tungsten arc welding), or even laser powder, means we think it’s a process that has potential in the oil and gas, heavy equipment manufacturing, and power generation industries,” says Denney.
Laser Additive Manufacturing
Denney also sees potential for hot wire in laser additive manufacturing. “We’re always looking for processes that can deposit the largest amount of material quickly with the least amount of heat as possible. We think laser additive with hot wire may be the way to go, because unlike powder and 3D laser deposition, which tend to be in grams per minute, we’ve been looking at more like 10 pounds an hour. These deposition rates are more like an arc process.”
“Most of the 3D printing systems go for finer resolution (less or no machining), but when you do that you decrease the deposition rate,” explains Denney. “We’re looking at applications where you need to get the part clad quickly but machining is not really an issue. Rather than start with a large part and remove metal by machining to get to the size and features that you need, we say start small and build up. For the aerospace industry this could help with their buy-to-fly ratios (the ratio of raw material required to produce a part to the weight of the finished part).”
“So you’re getting away from casting-type applications and moving to fabrication,” he adds. “You rarely get the performance out of a cast material that you do with a fabricated or wrought material.”
“And that’s where laser processing, whether it be autogenous laser welding or hybrid welding, really increases productivity,” says Denney. “When you do that, you are in a sense decreasing the amount of labor in a part, and now countries such as the United States can better compete in a global market.”
Wherever lasers take welding in the years to come, robots will be there as technology enablers and trusted partners in the campaign.
Robotic Industries Association
RIA has transformed into the Association for Advancing Automation, the leading global automation trade association of the robotics, machine vision, motion control, and industrial AI industries.
Discover how Robotic Industries Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteRobotic Industries Association 
RIA has transformed into the Association for Advancing Automation, the leading global automation trade association of the robotics, machine vision, motion control, and industrial AI industries.