Industry Insights
It’s Not Your Father’s Vacuum Pump Anymore
 Today’s smart pumps and decentralized vacuum systems are making vacuum systems more efficient and more dependable. It wasn’t always that way, however. Vacuum material handling systems had a sub par reputation twenty years ago. Like today’s systems, manufactures used vacuum generators or pumps that use the Venturi effect to convert distributed compressed air into a vacuum source, or mechanical rotary vacuum pumps. Mechanical pumps could either be local to the application or centralized and distributed through piping much like compressed air systems.
Today’s smart pumps and decentralized vacuum systems are making vacuum systems more efficient and more dependable. It wasn’t always that way, however. Vacuum material handling systems had a sub par reputation twenty years ago. Like today’s systems, manufactures used vacuum generators or pumps that use the Venturi effect to convert distributed compressed air into a vacuum source, or mechanical rotary vacuum pumps. Mechanical pumps could either be local to the application or centralized and distributed through piping much like compressed air systems.
In the case of vacuum generators and pumps powered by compressed air, fluctuations in the air pressure caused by of uneven usage throughout the day could result in dropped parts and downtime. Sometimes these generators added a high pitch whistle from the compressed air. On the other hand, mechanical pumps had little self-monitoring capability, suffered clogged filters and vacuum lines, and added heat as well as noise levels to the manufacturing environment.
In the past several years, these systems have been improved significantly to cut down on power consumption, while increasing reliability and throughput in robotic workcells.
Smart Pumps
‘‘What’s different now, as opposed to years ago, is the ability of the vacuum system to monitor itself,’‘ said Jeff Dellach, Engineering Manager for Norgren Automotive Inc. (Clinton Township, MI). ‘‘We have a smart system that generates vacuum using Venturi technology. Integrated sensors monitor vacuum, and if the vacuum drops below a programmed setting, the pump turns itself back on to reenergize the system. The main benefit is that it reduces the chance of dropping a part, conserves air and minimizes overall energy used to do the work.’‘
Older centralized ‘pump houses’ have been replaced in most cases by centralized vacuum pumps or generators located next to the material handling application, or decentralized vacuum pumps small enough to fit on the end of a robotic arm. Today’s centralized smart pump systems are programmable so that different vacuum levels can be achieved for different applications or parts, making the robotic workcell more flexible and cost effective. The integral sensors that monitor vacuum level also communicate with the robotic controller, telling the machine when sufficient vacuum level has been achieved by the pump, indicating a good seal on the part. The robot can then move the part and a ‘‘blow off’‘ signal is sent by the vacuum generator to quickly release the product – another enhancement to today’s vacuum systems – both centralized and decentralized.
When using mechanical vacuum pumps or vacuum generators that transport the vacuum flow through tubing from the source to the suction cup, Piab’s (Hingham, MA) Vice President of Marketing, Ed McGovern, suggests a few rules of thumb. First, do not let the total cross sectional area of the vacuum lines be smaller than the vacuum port. ‘‘If [the pump] has a 3/4-inch vacuum port, don’t reduce that down to an 1/8-inch or three 1/16-inch lines. The total area should equal the vacuum port. It’s not scientific, but it’s a good rule of thumb,’‘ McGovern suggested. Also, turn on the system with the vacuum cups unencumbered. If the pump shows any vacuum level at all then the lines are restricted. ‘‘If you’re reading 10 inches of vacuum, you have a serious restriction, which means you probably won’t have enough vacuum flow at the end. Vacuum flow at the end effector is what it’s all about. Flow is directly related to evacuation speed and also allows you to compensate for leakage caused by porous materials like corrugated materials,’‘ McGovern said.
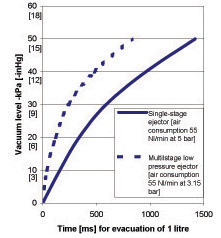
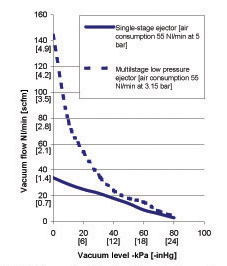
(Charts courtesy of PIAB)
‘‘Most vacuum generator systems are for facilities that don’t have a vacuum system at this time, but do have a compressed air system,’‘ noted Dellach. ‘‘If you go to a central [vacuum] pump house, distribution is quite high. If you look at a facility that only uses vacuum at a few locations in the plant – if they’re only using 30 percent of the vacuum capacity -- how do they justify the initial cost?’‘
 Venturi Effect
Venturi Effect
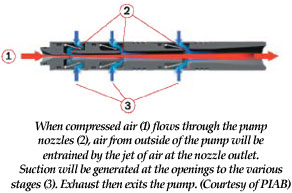
Vacuum pumps, other than mechanical pumps that use rotary motors, use the Venturi effect to generate a vacuum. A Venturi effect is generated by forcing compressed air through a narrow opening into a larger cavity, causing a condition of low pressure in the cavity. These devices can be made with a single air port or several ports for quick response and can be small enough to fit behind the suction cup on the robotic arm.
Get the Training You Need for a Safer Workplace!
Autonomous mobile robots are one of the fastest-growing segments of the robotics industry. During this live virtual training, you'll be introduced to safety protocols and best practices for working with mobile robots in industrial settings.
Learn more and register now for upcoming training dates.
EOT Venturi vacuum pumps at the end of the robotic arm often require optional proximity or vacuum sensors at the EOT, however, their lower capital cost compared with a centralized vacuum generator located on the floor or nearby housing allows for the additional cost. (A centralized vacuum pump – either mechanical or Venturi -- can cost anywhere from a few hundred to several thousand dollars depending on the system, while EOT Venturi vacuum pumps cost less than $100 per pump, plus optional sensor costs, suction cups, etc.)
The lower cost afforded by EOT Venturi systems allows the integrator to provide independent vacuum sources for each cup or groups of cups without using additional valve controls and tubing as would be the case with centralized vacuum pumps and generators. ‘‘One pump per cup is the ultimate safety system feature,’‘ explained McGovern. ‘‘If one cup misses the part with a centralized system, the loss of vacuum translates to all the cups. That’s not the case with a distributed system.’‘
This flexibility allows for greater product mixes with less retooling, according to Rob Pitera, Vice President of Engineering at CPI Products Inc. (Plymouth, MI), a DE-STA-CO Industries company. ‘‘The number of parts run in a particular line plays a large role in the decision making process between Venturi and vacuum generators,’‘ he said. ‘‘Every job needs a tool. If you’re looking just at a comparison between the cup mount for each system, then yes: the [EOT] Venturi is more expensive. A Venturi cup mount costs $60 per cup in a [EOT] Venturi system. A simple port only cup mount costs $24 per cup in a vacuum generator system, thus reducing retooling cost. However, [EOT] Venturi’s are faster, thus increasing line speed, [and] Venturi do not fail, thus reducing maintenance costs. Venturi’s use less air, thus reducing production costs, [and] Venturis reduce the frequency of dropping parts, thus reducing downtime.’‘
More than just reliability, Venturi designs are basically maintenance free. DE-STA-CO’s Venturi has no moving parts and is maintenance free for the life of the tool. ‘‘Other vacuum generator systems that use moveable parts can clog and need to be repaired,’‘ said Pitera. ‘‘Ford looks at the life cycle on these parts. A life cycle on a [mechanical] vacuum pump is short, while for Venturis, it is long.’‘
Last, but perhaps more importantly, EOT Venturi designs create vacuum flow much faster than centralized systems. There are no lines to evacuate before a vacuum can be established. ‘‘Response times are on the order of milliseconds for a [EOT] Venturi, while a [centralized] vacuum generator or pump could be two to three times that. When you’re looking at 14 strokes per minute on a Crossbar Transfer Press or robotic cell, every millisecond counts,’‘ noted CPI’s Pitera.
Advanced Designs Push Vacuum Systems
Although Europe is actually trailing in the deployment of distributed vacuum systems, the US market has seen a marked shift toward distributed architectures in the past three to five years. New multistage Venturi designs, such as the system offered by Piab, can generate sufficient vacuum for most robot applications (30 to 90 kPa), with a fraction of the air pressure required by single port systems. This insures that fluctuations in compressed air flow will not impact material handling. These designs also use less energy than conventional Venturi designs and far less than mechanical pumps, assuming efficient use of the required compressed air infrastructure.
‘‘The efficiency is there now so that design engineers look at this as a viable market alternative, whereas ten or fifteen years ago, they wouldn’t have seen [Venturis] as an option,’‘ commented Piab’s McGovern.
Vacuum components are improving overall system performance too. Polyurethane suction cups last longer than older rubber counterparts and provide better durability and sheer resistance with improved friction for better gripping. ‘‘Right now customers expect a cup to last for a year,’‘ said Norgren’s Dellach. ‘‘Years ago, they were lucky if they lasted a month.’‘
Robotic Industries Association
RIA has transformed into the Association for Advancing Automation, the leading global automation trade association of the robotics, machine vision, motion control, and industrial AI industries.
Discover how Robotic Industries Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteRobotic Industries Association 
RIA has transformed into the Association for Advancing Automation, the leading global automation trade association of the robotics, machine vision, motion control, and industrial AI industries.