Industry Insights
Continuing 100 Years of Innovation: Automation Shines at Grote Industries……A Robot Case Study
Driving along any highway, chances are that many of the vehicle lighting systems you see on semi-trucks, RVs, buses, and other vehicles are manufactured by Grote Industries (Madison, IN), a privately owned 100-year-old company with a history of innovation. High demand by major automotive OEMs and aftermarket suppliers for the company’s head and tail lamps, dome lights, emergency lighting, flashers, and LED marker lamps and other products led Grote to implement robotic assembly to improve productivity. The resulting automation incorporates maximum versatility, plug-and-play hardware interchange, quick-change capability, and advanced system monitoring, interface and control.
In September, 2006, Grote installed two modular, highly flexible robot work cells that feature robot teams working in close proximity with human operators. Results have been stellar.
‘‘Material savings alone easily paid for the robot cells,’‘ says Tom Blades, Plant Manager. ‘‘We also had direct labor savings, quality improvements, and improved aesthetics,’‘ he adds.
 ‘‘Five or six operators per shift were needed to run these parts on a manual line and, depending on the product being run, cycle time was 19-24 seconds per part. With the robot cells, we only need two operators per shift, and cycle time is 12-15 seconds a part, so we can run parts nearly twice as fast,’‘ Blades explains.
‘‘Five or six operators per shift were needed to run these parts on a manual line and, depending on the product being run, cycle time was 19-24 seconds per part. With the robot cells, we only need two operators per shift, and cycle time is 12-15 seconds a part, so we can run parts nearly twice as fast,’‘ Blades explains.
Automating the process has also provided quality improvements. ‘‘The cosmetic look of the parts is much better now that they’re being built by robots,’‘ says Ed Sitarski, Product Development Engineer. ‘‘We also have improved traceability. Parts are laser-etched with identifiers indicating the date, time and shift they were built,’‘ he adds.
‘‘Each cell can run 10 different parts, and we have 10 product types, each with two color variances (red and amber). We have three different types of packaging – bags, totes and boxes. So we have about 60 part numbers that we can change over to, as needed.’‘ Blades explains. Changeover requires less than five minutes.
The automated system includes multiple processes: inserting terminals into housings, soldering printed circuit boards (PCBs) to terminals, dispensing encapsulant material, curing the encapsulant, welding the plastic lens to the housing, etching, greasing, labeling, and final testing. Multiple automated inspections are performed, including vision system checks.
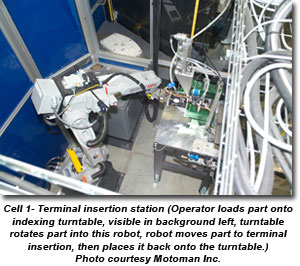
Cell 1 includes three Motoman six-axis HP6 robots equipped with custom grippers. Quick-change fingers enable the grippers to handle various part types.
The creative use of a Motoman MSR-500 three-position rotary turntable and part fixtures at each station minimizes floor space requirements and greatly simplifies the process. The table is separated into three stations: operator, soldering/potting, and terminal insertion. Following production of the Cell 1 subassembly, parts are indexed back to the operator, who then picks up an individual cured lamp base, adds a lens, and places the part into the Cell 2 fixture. One operator tends both load stations at Cell 1 and Cell 2.
Curing time is much shorter with the new, less-expensive encapsulant, which has significantly improved physical properties and also creates less fumes, making it safer.
 Cell 2 uses one Motoman HP6 robot to perform the welding, grease, laser etch, final test, and labeling processes. Vibration, ultrasonic and spin welders are mounted on a welder anchor rail for interchangeability. The different welders are changed out, as required, depending on the type of part being run.
Cell 2 uses one Motoman HP6 robot to perform the welding, grease, laser etch, final test, and labeling processes. Vibration, ultrasonic and spin welders are mounted on a welder anchor rail for interchangeability. The different welders are changed out, as required, depending on the type of part being run.
‘‘This plug-and-play arrangement for the welders saves on floor space and auxiliary support equipment.’‘ Blades says.
The graphical user interface screens on the Human Machine Interface (HMI) actually use visual overlays of the cell with touch screens that allow users to navigate easily through different layers, from an overview of all cells to individual cells, to individual components.
‘‘We can use the HMI to control all part changeovers, diagnose faults, adjust shift information, track production, track rejects, enter packaging requirements, and access manuals, drawings, etc.,’‘ Sitarski says.
‘‘The operators are delighted with the control screens and how easy the system is to run, as well as the ergonomics,’‘ he adds.
Editor’s Note:
The article’s author, Mary Kay Morel, Staff Writer/Editor, Motoman Inc., welcomes questions and comments at 937-847-3242. For more information and content related to Assembly, visit Robotics Online, Tech Papers.
Yaskawa America, Inc.
Founded in 1989, Yaskawa Motoman is a leading robotics company in the Americas. With over 600,000 Motoman robots installed globally, Yaskawa provides automation products and solutions for virtually every industry and robotic application.
Discover how Yaskawa America, Inc. can support your automation journey with their complete range of solutions and expertise.
Visit Company Website
Founded in 1989, Yaskawa Motoman is a leading robotics company in the Americas. With over 600,000 Motoman robots installed globally, Yaskawa provides automation products and solutions for virtually every industry and robotic application.