Industry Insights
Automation Proves the Intrepid Solution to Higher Demand - A Robot Case Study
 Overseas sales increase, and you need more workers or more automation. For this small processor, automation proved the right choice, with those new robotics saving time and money at Intrepid Industries Inc.
Overseas sales increase, and you need more workers or more automation. For this small processor, automation proved the right choice, with those new robotics saving time and money at Intrepid Industries Inc. It is a problem many processors would welcome facing. An increase in foreign sales boosted Intrepid Industries Inc.’s business to the point that it either needed to hire for a second and third shift or invest in automation. Erich Bredl, president and partner in the company, chose the latter. “We’re in the process of putting a six-axis Motoman robot on the second molding station, and should be up and running this month,” he said. “We’ve got a small window of a three-day molding run and will get the robot installed and set up to run the mold continuously around the clock. It’s like gaining a second and third shift without hiring people.”
Intrepid Industries Inc. is a RIM (reaction injection molding) processor employing nine near Houston, TX. Bredl explains that the company specializes in a unique polyurethane, Instant Set Polymer, developed by Dow Chemical Co. more than 30 years ago. He started the company to use this material for a variety of applications.
Intrepid’s primary product is a safety gate used to protect ladder-way openings in chemical plants and refineries, along with the various components. “That’s our big item,” says Bredl. “We have two molding stations—the first one with the six-axis robot, which produces only the double-bar safety gate. The second molding station produces everything else such as the hinges, block, and the single-bar safety gate, plus miscellaneous parts and some custom parts.”
Automating an operation as complex as this one required an integrator, and Bredl and Lak Muthu, Intrepid’s chief engineer, chose Interlink Controls (Stafford, TX). Interlink developed the automation layout, designed the human/machine interface, and provided the articulation programs for the Motoman robot. Muthu was key in the development of the tooling and in the overall success of the project.
The process chosen for automation was molding of the double-bar gate. Depending on gate size, the part weighs 10-15 lb, and is more than 200°F when removed from the mold. It is a difficult job for a person to
 continuously saw, trim, and handle the part. There are eight functions performed by the Motoman robot:
continuously saw, trim, and handle the part. There are eight functions performed by the Motoman robot:1. Remove the part from the mold.
2. Set the part on a frame to allow for cooling and shrinkage
3. Spray mold release onto the mold surfaces.
4. Remove the coolest part and saw off the overflows and runner system.
5. Place the part onto the trimming fixture.
6. Remove flash by using a routing tool.
7. Sand specific areas to remove flash.
8. Stack the finished gate into a cart.
Simple stuff? Hardly
Although each step sounds simple, these operations were difficult to integrate. At one point, part handling was a major issue, explains Bredl. “The part was either sticking to the mold or it was slipping off,” he says. “Also, there was the possibility that the part might slip off the handling tool or the trimming fixture.”
Muthu’s solution was to add a new spraying system and to make a considerable effort to balance the mold release spraying operation. “He did a great job on the mold release spraying tool, which is critical in getting the right pressure and flow rates so you don’t put too much spray into the mold, yet enough to make the part release like it’s supposed to,” says Bredl.

After the mold release is sprayed into the mold halves, a signal tells the robot the molds are ready, they close, and the RIM process begins. While the part is being molded, the robot puts down the sprayer, grabs the coolest part from the rack, and presents it to a saw that cuts off the overflows on the double-bar gate and the two connecting points on the runner. The initial design called for a jigsaw, but this did not work. Muthu then replaced it with a horizontal saw, which worked well.
“These have to be very precise cuts—otherwise, the gate would not work properly,” Bredl stresses. To achieve that precision, a unique program was required for each cut. “After the robot makes the saw cuts, a routing operation is required to take off the flash, which also needs precision.”
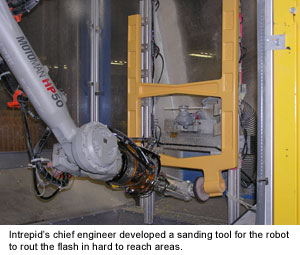
Using vacuum cups and generators, which required an upgrading of the cups and the vacuum generators to hold the part firmly, as well as critical guide components, the robot is fixed for routing. Muthu also developed a sanding tool to pass over the knobs in an area where it was more difficult to rout the flash. The robot then grabs the part again, stacks it onto a cart in order, counts it, goes back to the mold, and starts the process again.
Based on the success of automating the first molding station, Intrepid is now working on the second, this time without outside help. “Muthu is taking this project on his own,” Bredl says. “We have chosen a small part for this project, and we hope that this automated operation will run lights-out around the clock. The molding production benefits will be enormous. We will accomplish in two days what would take us over a week. If we are to compete in a worldwide market, we have to keep costs down and productivity high, and automation helps us do this.”
Contact Information
Motoman Robotics is an RIA Supplier Member. For additional information, please contact Motoman Robotics at 937-847-6200, or visit www.motoman.com.
Get the Training You Need for a Safer Workplace!
Autonomous mobile robots are one of the fastest-growing segments of the robotics industry. During this live virtual training, you'll be introduced to safety protocols and best practices for working with mobile robots in industrial settings.
Learn more and register now for upcoming training dates.
Yaskawa America, Inc.
Founded in 1989, Yaskawa Motoman is a leading robotics company in the Americas. With over 600,000 Motoman robots installed globally, Yaskawa provides automation products and solutions for virtually every industry and robotic application.
Discover how Yaskawa America, Inc. can support your automation journey with their complete range of solutions and expertise.
Visit Company Website
Founded in 1989, Yaskawa Motoman is a leading robotics company in the Americas. With over 600,000 Motoman robots installed globally, Yaskawa provides automation products and solutions for virtually every industry and robotic application.