Case Studies
Mining Equipment Manufacturer Digs Robotic Welders' Productivity
You’d be hard-pressed to find more rugged machinery than that used to extract coal from underground mines. As massive shearers carve large rectangular blocks of coal from a mine face, the rough and tough conveyors must efficiently clear the coal away from the face and up and out of the mine. Mining equipment manufacturers toughen their equipment to withstand the rigors of this underground war against the elements by adopting designs using heavier plate sections and tougher grades of wear-resistant steel.
However, such an aggressive strategy to fortify mining equipment comes at a cost. The challenge, then, is to provide mine operators with the durable equipment they need without breaking the bank. That goal is precisely what mining equipment manufacturer Bucyrus International had in mind when it invested, in 2006, in automated welding cells to produce its latest heavy-duty line of longwall conveyors.
Robot Quartet Welds the “Backbone” of the Conveyor
New robotic welders toiling in the fabrication shop of the Bucyrus 120,000-sq.-ft. plant in Houston, PA, have improved production efficiency and allowed the firm to significantly elevate the performance of its Armored Face Conveyor (AFC) product line. Recently redesigned AFC conveyors can move as much as 5,000 tons of coal/hr., an upgrade presented to the market in 2006 when the firm introduced a beefier and more robust family of conveyor components designed specifically for automated fabrication processes.
Case in point: the line pans, referred to as “the backbone of the AFC.” As many as 170 pans run on a conveyor face. When the plant’s fabrication shop was presented with the new, more durable AFC design, encompassing thicker plate sections and tougher steels, manual welding the pans would have required twice as much time in the weld shop compared to the previous design. However, according to Bucyrus welding engineer Derek Hall, thanks to automating welding on the new pan designs with robotics, labor time actually has dropped by 25 to 30 percent.
“The new design, which allowed us to double the AFC’s warranty life,” says Hall, “is significantly beefier, using, for example, a 40-mm thick bottom plate for the pans compared to a 30-mm plate before. We also, in some areas, upgraded our abrasion-resistant steel (to AR450 from AR400). And, last but certainly not least, the new design includes a replaceable inserted wear tub that allows the miner to replace the tub in the existing pan frame. All of this adds up to 150 lb. of weld metal needed to fabricate each pan. Investing in robotic welding seemed a logical choice.”
Wear Plate Meets Q&T Structural Steels
The frame of each pan comprises two C profiles connected by a base plate. The profile sections are welded to the bottom plate of the top trough and then welded to the pan base—this design allows for “the separation of wear parts and structural parts…and problem-free replacement of the worn top troughs,” according to company literature. Wear parts are of very hard and wear-resistant materials such as AR400 and AR450 (Hardox 450 from SSAB--HB 425-475 hardness, 205-KSI tensile strength), while structural parts are of tough high-strength quenched and tempered steels, primarily A514 T1 or its equivalent.
Pan-assembly components come from the plant’s burn shop housing a pair of large oxyfuel-cutting (OFC) machines, as well as a plasma-arc cutting machine (for plate to ¾ in. thick). The larger of the two OFC machines runs as many as five cutting torches simultaneously; the second, smaller machine powers a pair of cutting torches. Cut plates then receive weld prep with track burners. “We also use an OFC robot to prep nonlinear weld joints,” adds Hall.
Twin Robots Run in Tandem
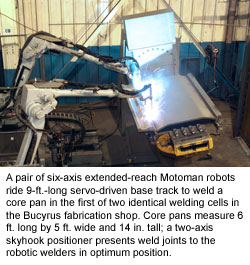
To automate the pan-welding process, Hall and his team specified two identical twin-robot welding cells from Motoman Robotics, West Carrolton, OH. Each cell houses a pair of six-axis Motoman extended-reach robots (approximately 10 ft. horizontal reach) mounted on 9-ft.-long servo-driven base track. The setup optimizes access to the huge weldments—6 ft. long by 5 ft. wide and 14 in. tall; a two-axis skyhook positioner presents weld joints to the robotic welders in optimum position.
Each conveyor pan, which weighs 3.5 tons once completed, is fixtured and tack welded manually, preheated to 125° F in a closely controlled process, and then is finish-welded in two stages. Stage one, in the first of the two robotic welding cells, is where intermediate deck plate, bottom plate and C profiles and forged connectors come together to form the core pan. The process takes 3.5 hr. of nearly continuous welding and deposition of 90 lb. of weld metal.
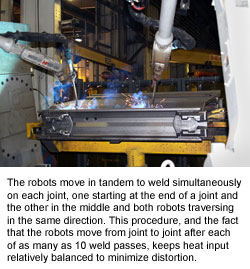
For the most part, the robots lay down groove welds, depositing as many as 10 passes per joint. The robots move in tandem to weld simultaneously on each joint, one starting at the end of a joint and the other in the middle, and both robots traversing in the same direction. This procedure, and the fact that the robots move from joint to joint after each pass, keeps heat input relatively balanced to minimize distortion.
“After each pass the robots are programmed to head to a nozzle-cleaning setup,” says Hall. “And after three or four passes, we program the robots to pause while an operator deslags each weld surface to ensure we get good, repeatable arc starts.”
On to Cell Two
The completed core pan then moves to cell two, where the robotic welding duo work on one side of the cell for 90 min. to deposit a maximum of four weld passes per joint to assemble several accessories to the core pan. On the second side of the cell, the robots work in tandem for 40 min. to weld up the replaceable tubs. All told, cell two adds 60 lb. of weld metal to the pan assembly.
Finally, tub and core pan come together via 7 hr. of manual welding, which occurs outside of the robotic welding cells. The cells run three shifts/day, around the clock. “We’re expected to yield six completed pans/day,” says Hall.
Both robotic welding cells burn 0.045-in.-dia. weld wire, ER100-S1 from ESAB, with 90 Ar-10 CO2 shielding gas. “We mix the shielding gas here,” adds Hall, “from bulk tanks outside the plant.” Weld power comes from big transformer-rectifier power suppliers; water-cooled gas-metal-arc welding guns (custom swan-neck guns from Tregaskiss) deliver wire from 550-lb. barrels. Typical weld procedure: 350 A, 31.5 V, 14-18 in./min. travel speed, with weaving on cover passes.
A Two-Pronged Approach to Improved Quality
Once manual assembly welding is complete, the plant’s certified welding inspectors take over, ultrasonic testing (UT) all structural welds on the core pan. “The core pan is critical,” says Hall. “It gets loaded hard and sees a lot of bending and twisting in service. A few years ago, we’d see weld rejects from UT on almost every pan, adding several hours of excavating and manual rewelding.”
How’d Hall and his team earn such a huge improvement in weld quality? “Two primary procedures we put in place in the last year or two brought our weld rejects down to where we need only repair any welds in one out of 20 pans,” Hall says. “The first of these procedures is a new touch routine that Motoman Robotics’ engineers helped us develop, which allows the robots to accurately locate the start point of each weld. Our fixtured
 assemblies, due to the tolerance stackups, and to the distortion imparted by preheating and by depositing the multipass welds, can cause weld-joint location to vary by as much as ½ in.
assemblies, due to the tolerance stackups, and to the distortion imparted by preheating and by depositing the multipass welds, can cause weld-joint location to vary by as much as ½ in. “We consider the touch routine developed proprietary,” Hall adds, noting that developing the procedure to accurately locate the weld joints in space “is the only way we could have gotten the process to work.”
Also key to such a dramatic reduction in weld rework has been the weld shop’s use of what Hall calls a “shakedown.” Once per week, during production welding of a core pan, the cell controller temporarily halts welding after each pass to allow an operator to inspect the welds. “They visually inspect each weld to verify each taught weld point for one complete assembly,” says Hall. “The programmer will look at each weld pass and check for torch alignment, and adjust the taught points as needed. His record of each adjustment then is used to recalibrate the equipment. “While this shakedown procedure adds as much as 90 min. to the weld time for that one assembly, the payoff in improved weld quality has been significant.
Watch track-mounted Motoman HP50-20 extended-arm robots weld in tandem—similarly to the Bucyrus setups—in a YouTube video: http://www.youtube.com/watch?v=3AbuDLVZZQg.
By Dan Davis, Editor in Chief, from The FABRICATOR, reprinted by permission.
Get the Training You Need for a Safer Workplace!
Autonomous mobile robots are one of the fastest-growing segments of the robotics industry. During this live virtual training, you'll be introduced to safety protocols and best practices for working with mobile robots in industrial settings.
Learn more and register now for upcoming training dates.
Yaskawa America, Inc.
Founded in 1989, Yaskawa Motoman is a leading robotics company in the Americas. With over 600,000 Motoman robots installed globally, Yaskawa provides automation products and solutions for virtually every industry and robotic application.
Discover how Yaskawa America, Inc. can support your automation journey with their complete range of solutions and expertise.
Visit Company Website
Founded in 1989, Yaskawa Motoman is a leading robotics company in the Americas. With over 600,000 Motoman robots installed globally, Yaskawa provides automation products and solutions for virtually every industry and robotic application.