Industry Insights
Thinking Inside the Box
 Cartoning plays a critical role in manufacturing and retailing. Not only does the carton protect its contents, it is often the first thing the shopper sees of a product. It adds value for the manufacturer in multiple ways, providing opportunity for branding, product differentiation and tracking. Ultimately, however, consumers pay for the contents of the package, not the package itself; the more economically and efficiently the process can occur, the better.
Cartoning plays a critical role in manufacturing and retailing. Not only does the carton protect its contents, it is often the first thing the shopper sees of a product. It adds value for the manufacturer in multiple ways, providing opportunity for branding, product differentiation and tracking. Ultimately, however, consumers pay for the contents of the package, not the package itself; the more economically and efficiently the process can occur, the better.
Today, cartons range from standard boxes to elaborate, die-cut designs that interlock and wrap to isolate and protect the disassembled elements of a telephone, for example, or a medical kit. Cartoning machinery can not only insert products but also ancillary packaging or accompanying literature. No matter what the specifics, though, it all comes down to automated motion.
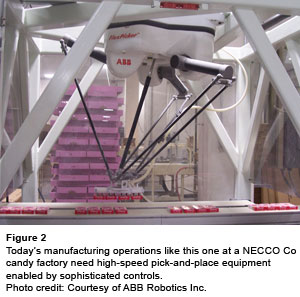
Speed is essential, as is flexibility. Packaging lines are no longer dedicated to a single product throughout their lifetimes. Now, a cartoner has to be nimble enough to package multiple different products or the identical product in different packages, often in the same day. A commercial bakery, for example, might produce cookies for both low-end and high-end clients. The low-end clients may want a cookie boxed simply and economically enough to meet the price point of a warehouse store. “On the reverse side, the higher-end customers don't care as much about price, they just want half a dozen or a dozen cookies in the package,” says Ted Wodoslawsky, vice president of marketing and automation specialist ABB Robotics Inc. (Auburn Hills, Michigan). “They need a flexible packaging solution that allows them to go from one package to the other and to do it in a way that doesn't cost them in downtime during changeover.”
 Robotics and motion control provide that solution. With electronic shafting and camming, operators can change parameters and recipes at the touch of a button on the human/machine interface (HMI), providing the required flexibility with minimal effort. “There are still some manual change points on the machines but the majority of those points are taken care of by the servo axes,” says Jeff Wintring, chief engineer of applications and product development at OEM machine builder R.A. Jones (Covington, Kentucky). “That reduces your changeover time.”
Robotics and motion control provide that solution. With electronic shafting and camming, operators can change parameters and recipes at the touch of a button on the human/machine interface (HMI), providing the required flexibility with minimal effort. “There are still some manual change points on the machines but the majority of those points are taken care of by the servo axes,” says Jeff Wintring, chief engineer of applications and product development at OEM machine builder R.A. Jones (Covington, Kentucky). “That reduces your changeover time.”
The Need for Speed
Much of what gets packaged today still goes into a simple, four-sided box, but that does not mean the process itself is easy. The machines operate at speeds of up to 400 pieces per minute, giving the word fast a whole new meaning.
“The application is simple. The challenge is how fast we do it,” says Rick Tallian, consumer industry business development manager at ABB Robotics. The motion has to be not only accurate and fast but also coordinated with an incoming stream of products or packaging materials. “The robot actually synchronizes its motion with the cartoning infeed conveyor and places the product in the carton.” Tracking high-speed conveyer motion is a task that requires the robot computer to not just run the robot but continuously monitor the motion of external devices like the cartooning infeed.
In many carton-loading applications, the robot may need to pick up or position multiple products in a single pick-and-place cycle to meet throughput requirements. Multi-picking may require turning the product, adjusting the spacing between products, or even overlapping them. End-of-arm tooling attached to the robot provides this functionality. “The end-of-arm tooling will either use one of the axes on the robot to provide that motion or [OEMs] may add an additional servo axis onto our robot,” Tallian says. “If an additional axis is used, the robot provides a digital signal to the motor drive to perform that action at a certain time or position in the robot program.”
In the case of complex cartoning, the challenge is not doing an easy sequence of tasks with lightning speed, it’s doing a long, detailed list of tasks at what is still a fast rate. Such packaging is more often found in products like consumer electronics and medical/pharmaceuticals. The process can be thought of as a series of operations: for example, erecting a flat blank into internal packaging material, inserting product, adjusting the orientation of the package, inserting it into the outer carton, adding literature, gluing the flap, and closing it.
 Traditionally, the process has been performed by a packaging line consisting of one machine per operation. Each machine has its own infeed and the result must be discharged and passed along to the infeed of the next machine at each step along the way.
Traditionally, the process has been performed by a packaging line consisting of one machine per operation. Each machine has its own infeed and the result must be discharged and passed along to the infeed of the next machine at each step along the way.
ROI Calculator

Discover the potential cost savings of robotic automation over a 20-year system life
This calculator compares your current manual labor costs against the total cost of owning and operating a robotic system over its 20-year lifespan.
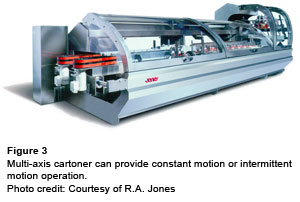
More recently, OEM machine builders like R.A. Jones have designed machines that perform complex packaging processes at a series of individual stations within a single machine. The packaging steps are performed in sequence with the product or carton indexed from station to station between steps, almost like an assembly line. “That’s a trend in the industry, those assembly-type steps,” says Wintring. “It's usually done with some type of pick-and-place components. It can be fully robotic in nature or just a series of simple two-axis devices that form the carton and load the components.”
The single-machine approach eliminates the need for multiple infeed/outfeed modules, reducing footprint and machinery hardware. There are other benefits, as well. When product and packaging go from one machine outfeed to the infeed of the next, they tend to arrive in arbitrary orientation, which further complicates an already difficult task. “It's a more complicated design and process that you're performing with that carton, so you never want to lose control of it,” Wintring says. “With the single machine, you never do.”
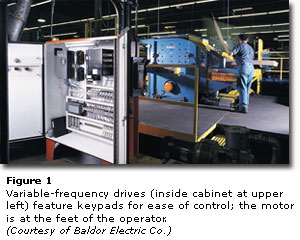
One of the biggest challenges of designing multifunction cartoners is sheer complexity. The R.A. Jones model, for example, incorporates 18 axes. Because of the high level of axis-to-axis coordination, the machine is based on centralized control architecture, with the motion controller and a programmable logic controller (PLC) all built into a single processor. The approach simplifies the control architecture and reduces cost and size.
 Footprint, of course, is always an issue on the factory floor. The problem is that the more complex packaging operations require more axes, more axes require more electronics, and more electronics, in turn, require bigger or even multiple enclosures. “You're trying to make the machines smaller but the enclosures continue to get larger and larger,” says Wintring. “We’re always trying to find smaller components and optimize where we locate components and enclosures in the equipment itself.”
Footprint, of course, is always an issue on the factory floor. The problem is that the more complex packaging operations require more axes, more axes require more electronics, and more electronics, in turn, require bigger or even multiple enclosures. “You're trying to make the machines smaller but the enclosures continue to get larger and larger,” says Wintring. “We’re always trying to find smaller components and optimize where we locate components and enclosures in the equipment itself.”
Distributed control with smart drives is one option, but not necessarily appropriate for all tightly coordinated motion. “What we're looking at is not so much smart drives as integrated motor and amplifier combinations,” he notes. “That pulls the amplifiers and such out of the electrical cabinets and distributes that into the machinery itself. It shrinks your enclosures and also reduces the amount of wiring that's needed. We’re looking into how that can benefit us.”
Guided by Vision
Today’s high-end cartoners leverage vision-guided motion to enhance performance. An electronic imaging system recognizes randomly oriented products and guides the robot arm to them, correcting its trajectory as it goes. The robot picks up the products, reorients them appropriately, and places them in the part infeed.
Vision guidance is used when the product cannot be collated or grouped prior to pickup. Vision-guided picking requires the individual handling of each product, so the throughput rates for the robots will be substantially different. Achieving 400-piece-per-minute throughput, for example, would require multiple robots performing the same pick-and-place operation. “Generally the vision guidance in the high-speed world is done prior to the robot contacting the product so it's actually finding the product upstream of the robot perhaps 500 ms before it enters into the robot work envelope,” says Tallian. “The robot finds out the orientation and position of the product and then responds to it.”
Even without the challenge of real-time guidance, it’s a tricky control problem. “You have to interface the absolute position of the conveyer, synchronize that to the vision system, and then synchronize that to the robot arm to position to that same point,” says Tallian. “Every subsystem needs its piece of data within a couple of milliseconds of a certain timeframe. We actually have to sample our control system a lot more frequently.” Time is relative, and nowhere so much as in this application. “People say, ‘What is 50 ms?’ Well when you're performing an entire pick-and-place operation in between 300 ms or 500 ms, that can be 10% to 17% of your overall cycle time. You have to have the information in exactly the right time so that you get an accurate picture of the product and are able to accurately place it, as well.”
Yes, cartoning in today’s competitive market presents challenges, but component vendors, systems houses and machine builders alike are rising to the challenge.
Motion Control & Motor Association
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Discover how Motion Control & Motor Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteMotion Control & Motor Association 
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Universal Drives Simplify Integration
Drives that can operate with multiple motors minimize inventory, enhance system flexibility, and make motion control more accessible.
Kollmorgen’s Power Generation System Named 2011 Design News Magazine “Golden Mousetrap” Finalist
Kollmorgen’s Power Generation System has been named a 2011 Golden Mousetrap best new product finalist by the editors of Design News magazine.