Industry Insights
Motion Control Trends to Watch in 2019
 |
| Courtesy of Siemens Industry |
If there is one constant in the market, it is change. Consumers want new products with higher degrees of customization. End-users need to deliver. This means they put pressure on OEMs and system integrators to provide solutions. The needs of those groups, in turn, put the responsibility for implementation on motion control suppliers, a dynamic that is transforming automation. Here, we survey the state of motion control to highlight key trends and capabilities to solve problems for the industrial user. “The consumer changes the end user, the end user changes the OEM, and that’s why all of these trends are popping up a little bit more,” Joaquin Ocampo, product manager drives, motors & safety, Bosch Rexroth (Hoffman Estates, Illinois). Some of the trends are new. Others have been topics of discussion for several years. The interesting aspect is that they are finally coming of age.
Trend: Digitalization
The digital transformation of the industrial landscape has been the topic of intense discussion and development for the past six to eight years. Now, industry has reached an inflection point. Implementation among early adopters has gradually given way to broader market penetration as end users and OEMs better understand how the technology fits into their particular business models.
“I think trends and technologies are changing much faster in the last five years than they did before, especially digitalization,” says Daniel Repp, automation product manager at Lenze Americas (Uxbridge, Massachusetts). “There were companies talking about it and trying to find ways to deal with it but especially in the last two years, it’s really taking off.”
“Digitalization brings great advantages across the entire lifecycle of equipment from development through operations," says Craig Nelson, senior product marketing manager at Siemens Industry (Norcross, Georgia). "The industry is really going to be dramatically changed by this movement.” Traditionally, machine design followed a serial process of mechanical design followed by electrical design, followed by controls. Once assembled, machines were commissioned, and serviced and operated using manufacturing execution systems (MES) and supervisory control and data acquisition (SCADA) software. At each level, separate systems had to be interfaced and data transferred, requiring time, effort, custom code, and physical connections.
Modern components simplify this process with built-in connectivity, memory, and processing capabilities. Edge-computing devices tame the data monster, sending reduced data sets to the cloud where they can be mined with web-based analytics. The approach enables asset owners and service organizations to make rapid, informed decisions. “Being able to link all of these systems and information together is where we’re going to see large advantages," says Nelson. "It may involve more work at the beginning, but once that’s done and we have a digital ‘twin’ of the system, all of the other processes are just so much faster.” (see figure 1)
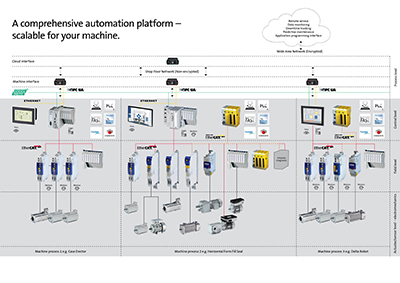 |
| Figure 1: A fully digitized facility that connects motion control to the cloud enables asset owners to better understand their equipment to optimize operations and maximize throughput. (Courtesy of Lenze Americas) |
The highly integrated digital facility makes it possible to dynamically reconfigure not just the equipment but the overall process. Orders relayed from the ERP system can be analyzed by the MES, which will allocate resources on and off-site to optimize throughput. “Because different orders are coming down with different build times, the integrated system is not only telling you that all the options of the product that need to be built, it’s telling you when to build it and how much time you have to build it,” says Allen Tubbs, product manager controls & IoT, Bosch Rexroth.
The organizations that understand the value are tackling the complexity of higher-level integration by establishing digitalization teams. It's an effort with the potential to provide significant payoff, Nelson says. "Once everything gets linked together by the digitalization teams, that’s when the advances are going to happen extremely quickly.” Look for the process to start in the large end user community, followed by OEMs and then the mid-level end-users.
Whether the transformation is taking place at the end-user or at the OEM, success in this area requires a commitment to change. “If you’re going into digitalization, also have to change the culture of your company,” says Repp. “Different departments have to work more collaboratively. You need to know what’s going on here, what’s going on there, how we will bring these parts together. So, it’s really changing the culture of a company and saying we have to work more collaboratively and not in silos anymore.”
Trend: Simulation
The emphasis on digitization has significantly streamlined machine development. Updating or creating a new platform used to involve detailed designs and drawings followed by building a prototype. Exercising the prototype typically involved multiple unpleasant surprises not detected during the design phase. This required a new prototype, more testing, more surprises, etc. Today, OEMs place a greater emphasis on simulation, which enables them to test out a wide variety of options while reducing the number of surprises.
Simulation begins in the design phase using techniques like finite-element modeling to better understand performance. A detailed digital model that includes the masses that will be moved and rotated makes it possible to much more effectively size motors and gearboxes to optimize performance and minimize footprint and cost.
 |
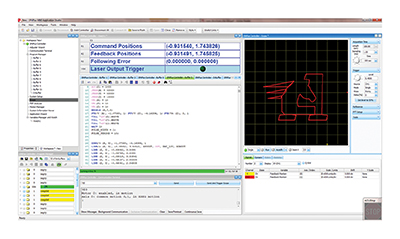
| Figure 2: A digital twin of a physical system makes it possible to understand function and performance to produce a better machine in a shorter timeframe. (Courtesy of Siemens Industry) |
Simulation provides an efficient way to test out new control algorithms during upgrades and designs of new platforms. (See figure 2) “Before hardware is actually connected and turned on, many of our customers are already off writing their code and doing proof of concept, not only of what the controller can do, but what their machine can do," says Jason Goerges, general manager of ACS Motion Control (Bloomington, Minnesota). Simulation enables OEMs to test out some of the functions of their machine design and do a more effective job of delivering application-specific features to the end user. “There is a much more significant amount of software engineering resources required to develop a machine today compared to 10 or 20 years ago because the end user really wants a full solution that’s very application specific." Software tools can enable an OEM to explore how a controller behaves as part of a larger system, not just commanding motion but capturing data and presenting it to the operator on HMI.
Consider 3D printing, a process that requires very smooth, tightly controlled motion. Small vibrations during deposition can severely impact the quality of the parts. Simulation tools make it possible for OEMs to simulate a full motion profile for a 3D printed part, layer by layer and feature by feature. If a process requires a certain throughput, the OEM can stimulate part deposition with a specific velocity and acceleration. “You can see what the corresponding motion is going to look like and how aggressive the motion needs to be to achieve the desired throughput,” says Goerges. "You can actually see if it’s realistic or not, and if it’s not, how to adjust it. You can pre-analyze the motion before you have to do it in real hardware.”
Simulation is not restricted to the design phase. It can be applied to machines in the field. (See figure 3) An OEM might simulate a process with 100 variations to analyze the expected impact and arrive at the best solution. This would be done more quickly and without consuming time and power, or causing wear of the physical machine.
 |
| Figure 3: Simulation makes it possible to virtually exercise a machine with different parameters and motion profiles to better understand performance and operation of the equipment. (Courtesy of ACS Motion Control) |
Trend: TCO versus TCA
For many years, buying decisions focused on total cost of acquisition (TCA), typically in the context of return on investment (ROI). Organizations looked for the best price on the equipment that would do the job and deliver ROI in five years or less. Industrial assets have lifetimes measured in decades, however. Taking into consideration factors like energy consumption, maintenance, and cost of downtime, total cost of ownership (TCO) is a more appropriate metric for the effect of a machine on the bottom line of the company.
In this context, adding capabilities like predictive maintenance, collaborative safety, etc. may raise the TCA of a machine but the TCO will actually fall. As a result, a TCO versus TCA analysis is an essential step to enable an organization to determine the machine implementation most beneficial to long-term profitability of the enterprise.
The debate between TCO and TCA has been ongoing for the better part of a decade. It took time to acquire momentum, however, because traditional purchasing dynamics favored TCA. In recent years, management has developed a better understanding of TCO, while engineering teams have become more educated on how to make purchasing arguments. The result is a perceptible switch toward implementations with functionalities like predictive maintenance.
ROI Calculator

Discover the potential cost savings of robotic automation over a 20-year system life
This calculator compares your current manual labor costs against the total cost of owning and operating a robotic system over its 20-year lifespan.
Trend: Predictive maintenance
A decade ago, preventative maintenance was the front line of defense against unscheduled downtime. When equipment failed, as it regularly did, isolating and repairing the failure required on-site troubleshooting and diagnostics. Service engineers, often flown in from out of town, had to locate the right cable and software and connect directly to the troubled component, even if that meant crawling around to reach hard-to-access components. It took time, cost money, and significantly impacted throughput and profitability.
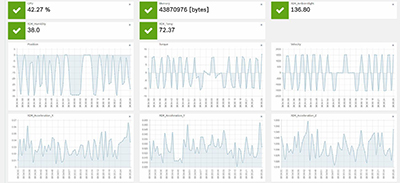 |
| Figure 4: Predictive maintenance provides granular performance and condition data on assets throughout the machine, making it possible to identify issues and address issues well before they become critical. A typical dashboard includes plots of (clockwise from top left) position, torque, velocity, and acceleration on all three axes. (Courtesy of Bosch Rexroth) |
With the trend toward digitalization, end users are no longer at the mercy of equipment failure. They can identify troubled assets and predict failure well in advance using data from smart devices with built-in connectivity. Drives, for example, can monitor changes in current or voltage to detect changes in torque demand that could indicate a problem like bearing wear or lubricant breakdown. (See figure 4) The technology supports strategic maintenance, reducing or even eliminating the time spent on preventative maintenance. Asset owners can schedule repairs at a convenient time, secure that the technology will alert them prior to catastrophic failure. They can maximize the lifetime of each component while minimizing spares inventory.
Predictive maintenance has been talked about in motion-control circles for a number of years, talk being the operative word. Despite the benefits, the technology saw only limited uptake. Now, propelled by a combination of falling costs, increasing usability, greater demand from end-users, and simple timing, predictive maintenance is beginning to see broad adoption.
“In the next five years, we’re going to see an explosion of condition-based monitoring and predictive maintenance,” says Aaron Dietrich, director of marketing at Tolomatic (Hamel, Minnesota).
Although there are plenty of examples of companies installing sensors only to immediately detect an asset on the verge of failure, predictive maintenance is, in general, a long game. Building up a comprehensive model to truly understand what constitutes good performance typically takes about six months but can last as long as 10 months for complex systems. It requires a commitment, but the benefits are substantial.
We are rapidly approaching an era in which predictive maintenance will no longer be a competitive advantage but a requirement for doing business. Given the time frames involved, the sooner OEMs and end-users adopt the technology, the faster they can accrue the benefits.
Trend: Streamlined Machine Development
The improved understanding of TCO notwithstanding, OEMs are still under considerable pressure from the end-user to lower machine costs. Here, the math can be challenging. Daniel illustrates the problem with a hypothetical cost structure of 25% for the mechanics of the machine, 25% for the automation and drives, 25% for the engineering, and 25% for the markups for fixed costs and the margin of the machine builder. Particularly in the case of well-defined performance specifications, only a limited amount of cost can be removed from mechanical and automation segments. That restricts cost cutting to engineering, which for many machine builders means cutting staff.
“OEMs tell me, ‘We don’t have enough engineers,’” says Repp. “This is where suppliers can help with future-proof technologies, open standards, technology modules, and so on.” Hardware and software are designed to minimize the level of expertise required by the design team. Reducing engineering hours cuts the overall cost of machine development, allowing OEMs to reduce pricing for the end-user while maintaining profit margin.
“I think ease-of-use is at the forefront of every new software development effort we’re doing,” as Goerges. “In years past, it may have been thar we needed to provide this functionality and that’s the bottom line. Today, it’s more about can we provide the functionality, but also provide it in such a way that it requires minimal effort from the user to become proficient with it.”
Programming and validation can be time-consuming and complex, particularly when it involves highly coordinated motion control. The goal of motion suppliers has been to develop applications that do the work for the OEMs and integrators, lessening their burden. This is particularly beneficial for machine builders who lack deep motion control expertise. “Motion control has always been kind of a black box that a lot of companies think is best left to the experts,” says Don Baughan, sales engineer at Elmo Motion Control (Nashua, New Hampshire). To address this issue, suppliers are focusing on developing software and applications that do the hard work for the user. “You don’t have to be an expert to get expert results.”
The trend of simplifying software continues with making machine controllers and PLCs configurable instead of programmable. The approach enables OEMs and integrators to get their systems up and running far more rapidly than if they needed to develop custom code. When they need to modify a platform for a specific application or customer, they only need to reconfigure rather than re-engineer the application from scratch. “It’s a way to pass value to our customers by making some of the engineering we’ve already done easily accessible to them,” says Tubbs. OEMs don’t need to learn the programming language or the functions themselves. That’s a particular advantage in this era of rapid release of new technologies. It also benefits end users. “End users don’t want to have to train large maintenance crews to be able to deal with new technologies, so they need those technologies to be easier to use,” Tubbs adds. All these factors are influencing motion suppliers to focus on ease-of-use.
Continuing with the theme of simplification, a trend in permanent-magnet servomotors is to use a single cable for both power and feedback. The approach cuts cost by reducing the number of connectors and cables needed to wire the axis; depending on the number of axes involved, the savings can be substantial. The single-cable approach also reduces the opportunity for error. “If you have a machine with 10 motors and drives, for example, it would traditionally use 20 cables – 10 for power and 10 for feedback, and there may be very little difference in their appearance,” says Randy Summervill, motion control motors product marketing, Siemens Industry. “With the single-cable approach, we are down to only 10 cables and they can all be routed in the same raceway. This is a much easier approach to connecting equipment in the field.”
Another trend is to choose commercial off-the-shelf (COTS) components when possible. Custom solutions typically involve minimum volumes and significant lead times. By using cataloged parts, engineering teams can reduce costs, speed delivery times, and improve availability. “OEMs want to offer custom algorithms, custom features, custom capabilities, but they want to do it with standard hardware,” says Baughan.
Trend: Collaborative Safety
Safety has come a long way from the days when sensors, physical gates, and banks of relays were the only options. Operators and maintenance staff frequently considered lock-out, tag-out operations as an annoyance that cut into productivity and meeting quotas. All too often, safety became a measure to be circumvented rather than something designed to keep people who work with or near equipment safe. With the development of functional safety, safety had an image makeover and industrial facilities became safer, more productive places.
As with several other examples in this article, functional safety has been a topic of discussion for a number of years. It is only now beginning to see broad deployment, however. Just a few years ago, Safe Torque Off (STO) was considered something of a novelty. Today, although the specifics vary by vertical market and geographic location, Safe Torque Off (STO) has become commonplace.
The adversarial relationship with safety has been mitigated by the introduction of more sophisticated functions such as Safely Limited Speed (SLS), Safe Direction (SDI), and Safely Limited Increment (SLI). Rather than being an impediment, these functions assist operators and technical staff in tasks like fault recovery, clearing jams, and cleaning equipment. Indeed, functional safety for these function works so well that safety is in the midst of yet another image upgrade, this time to collaborative safety. Collaborative safety puts the emphasis on safety working hand-in-hand with operations to enhance productivity.
As with overall machine design, the emphasis is once again on a modular approach. OEMs want to be able to easily reconfigure their safety system for a different product or application. Among other techniques, OEMs and integrators for using a zone-safety approach, varying level of protection based on the level of risk. Not every part of the machine needs to meet the highest safety ratings, for example.
Continuing with the theme of usability, suppliers and OEMs are grouping safety functions together in what are essentially application safety libraries. An application safety library might be tailored to storage and retrieval vehicles for warehouse applications, for example.
Looking ahead, expect widespread adoption of the technology. “In future, you may find some very low-level drives that will only have STO, but going forward, production machines will probably have more safety functionality than just STO,” Nelson predicts.
Motion Control & Motor Association
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Discover how Motion Control & Motor Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteMotion Control & Motor Association 
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Lenze Americas Appoints National Distribution Manager
Lenze Americas announces the appointment of Garry O’Neill as national distribution manager for Lenze Americas.