Industry Insights
Conversion Factors
Sophisticated controls and dynamic camming increase speed and availability in converting machines.
 Cutting, perforating, corrugating, and wrapping. Coating and laminating, folding and embossing. The operations that go into making many of the products and packages we use every day are myriad, and many of them are encompassed in a single process description: converting. Whether it involves transforming an 8-ft roll of paper board into a carton to hold roofers’ nails or producing rolls of plastic film for wrapping food, converting plays an essential role in manufacturing. And as the complexity and speed of converting grow ever higher, the role of motion control becomes ever more critical to success (see figure 1).
Cutting, perforating, corrugating, and wrapping. Coating and laminating, folding and embossing. The operations that go into making many of the products and packages we use every day are myriad, and many of them are encompassed in a single process description: converting. Whether it involves transforming an 8-ft roll of paper board into a carton to hold roofers’ nails or producing rolls of plastic film for wrapping food, converting plays an essential role in manufacturing. And as the complexity and speed of converting grow ever higher, the role of motion control becomes ever more critical to success (see figure 1).
Converting involves a variety of materials: paper in forms ranging from tissue to cardboard, plastic in sheets or film, metal foils, and even exotic materials such as Gore-Tex or Tyvek. Not all converting processes produce packaging materials, but the two are inextricably linked. Most packaging processes require converting steps, for example, while products produced via converting, such as rolls of toilet paper, still require packaging. Converting can be as complex as the production of disposable diapers, which requires 100-plus axis machines, or as straightforward as cutting and rewinding an eight-foot spool of paper into separate reams of copy paper. No matter how simple or complex, the application still presents challenges—and motion control surmounts them.
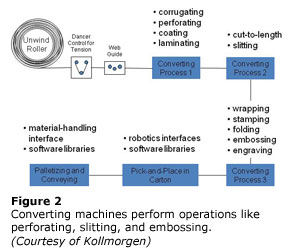
Converting machines typically perform several steps in sequence (see figure 2). A carton-making machine, for example, might unwind a spool of paper, print a logo on it, cut it to length, send it through a die-cut process, crease the paper to establish fold lines, apply a glue dot, and fold it to create a box that can then used in a different process.
 As the technology advances, the lines between different converting, printing, and packaging operations are beginning to blur. Concatenating processes adds significant benefit. Printing, for example, used to be a separate operation that involved unwinding, printing, and rewinding. The resultant spool would then be transferred to a different machine, where it would be unwound yet again, processed, and batched for further use. “If you needed to create a box with a logo printed on it, the print machine used to be separate from the other converting process machines,” says Ash Vallampati, Vertical Market Manager for Printing and Converting at Kollmorgen (Lausanne, Switzerland). “Now integrated lines make it all happen in a single process.” Performing the different processes in rapid sequence eliminates the need to unwind and rewind several times. It eliminates the need to move material from place to place, and the just-in-time manufacturing approach reduces the amount of capital tied up in inventory.
As the technology advances, the lines between different converting, printing, and packaging operations are beginning to blur. Concatenating processes adds significant benefit. Printing, for example, used to be a separate operation that involved unwinding, printing, and rewinding. The resultant spool would then be transferred to a different machine, where it would be unwound yet again, processed, and batched for further use. “If you needed to create a box with a logo printed on it, the print machine used to be separate from the other converting process machines,” says Ash Vallampati, Vertical Market Manager for Printing and Converting at Kollmorgen (Lausanne, Switzerland). “Now integrated lines make it all happen in a single process.” Performing the different processes in rapid sequence eliminates the need to unwind and rewind several times. It eliminates the need to move material from place to place, and the just-in-time manufacturing approach reduces the amount of capital tied up in inventory.
Nothing comes for free, of course. The engineering goes far beyond simply linking modules and adding a dancer or tension control system to keep the web moving smoothly. The level of synchronization required between axes rises considerably. A common approach to this problem is to establish one axis as a master axis, then slave, or coordinate, all other axes to the master. The master can be a real axes or a virtual one. When combined with gearing algorithms and velocity-compensation techniques, the master-slave approach can give good results for most applications.
Dynamic Controls
Linked axes alone won’t allow full performance and efficiency, however. Having a control system capable of adjusting dynamically is essential. In the past, designers established a suite of motion profiles for each machine off-line. On the production floor, machine operators then used the HMI to choose the most appropriate profile for the job. Today, machines need to be able to adapt on the fly. It is not enough for the system to simply recognize registration marks, for example. It needs to be able to read the parameters, identify when they are outside of a specified range, then make adjustments. "Registration doesn't account for where the material is in the machine,” says Randal Bauer, Product Line Manager at Kollmorgen Inc. (Fond du Lac, WI). “A trapezoidal profile over 360° may be ideal for one revolution of a perforator but if I've got slip in my material or a process problem, I need to change from, say, 360° to 358°. I have to adjust my profile dynamically so that I continue to have an accurate machine."
ROI Calculator

Discover the potential cost savings of robotic automation over a 20-year system life
This calculator compares your current manual labor costs against the total cost of owning and operating a robotic system over its 20-year lifespan.
Let’s take a different example. To make potato chip bags, a machine creates a printed roll of foil along with registration marks to indicate the start of each bag. It then uses those registration marks to identify where to seal the web and cut it into individual pouches. But what if instead of a nominal repeat length of 12 in., the registration marks get printed at 11¾ in.? That's a quarter inch of error for each bag, which can quickly cause the logo to creep out of position and turn most of a production run into rejects.
The obvious solution is to correct a quarter inch for every bag running through the system, but it's not as easy as it sounds. "If I'm trying to correct for a quarter of an inch, that means I'd better not have any slip on my feed, I'd better not have any process issues or compliance issues along the way," says Bauer. Instead of a blanket correction, a better solution would be an intelligent controller that can compensate dynamically. "The controls system should be able to look at the actual registration mark-to-mark distance and realize that it's 11¾ in. and not 12 in., recalculate the profile based on the new values and update the registration parameters," says Bauer. "Now the system is running at 11¾ in. with virtually no correction. It happens behind the scenes and takes the operator interface out of the equation."
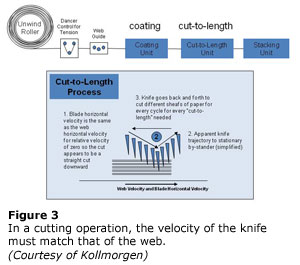 Perforating and cut-to-length raise different synchronization issues. The rotary knives typically used for these operations must act on a moving web (see figure 3). As a result, they may not be moving at a 90° angle to the web but at 88° or is 87° to compensate. A knife 12 in. in circumference cutting a target on a 12-in. repeat will be synchronized to the speed of the material so that the cut can take place on the fly. What if the repeat doubles to 24 in., though? The obvious solution, cutting the speed of the knife in half, merely creates new problems. "If I go half speed with my knife, I’m going to buckle the material coming behind me and I’m going to probably rip the material that I cut through because the web is going twice as fast," says Bauer. "You need to have a segment right before you bring knife and web into contact when the knife is at a constant surface speed matched to the web speed. That means I’ve basically got to speed up and slow down through the rest of the rotation of my knife.” Again, the application requires a controller capable of developing dynamic motion profiles, profiles that are not trapezoidal but third and fifth order polynomials.
Perforating and cut-to-length raise different synchronization issues. The rotary knives typically used for these operations must act on a moving web (see figure 3). As a result, they may not be moving at a 90° angle to the web but at 88° or is 87° to compensate. A knife 12 in. in circumference cutting a target on a 12-in. repeat will be synchronized to the speed of the material so that the cut can take place on the fly. What if the repeat doubles to 24 in., though? The obvious solution, cutting the speed of the knife in half, merely creates new problems. "If I go half speed with my knife, I’m going to buckle the material coming behind me and I’m going to probably rip the material that I cut through because the web is going twice as fast," says Bauer. "You need to have a segment right before you bring knife and web into contact when the knife is at a constant surface speed matched to the web speed. That means I’ve basically got to speed up and slow down through the rest of the rotation of my knife.” Again, the application requires a controller capable of developing dynamic motion profiles, profiles that are not trapezoidal but third and fifth order polynomials.
It sounds good in theory, but executing this approach requires bandwidth, which is also consumed by other system hardware. For high-speed applications, for example, designers are increasingly choosing absolute encoders with resolutions as high as 4 million counts per revolution. To handle all of that data without getting overrun, not to mention running the complex algorithms needed for dynamic camming, controllers need 32-bit or 64-bit processors. There’s a balance, though—the output of a motion controller or PLC is only useful if the system hardware can respond to the commands. “We don’t typically see a machine that has a bandwidth of more than 100 Hz because the mechanical processes just can’t do it,” Bauer notes, “but in a control algorithm, you can typically see 4 kHz, which is normal in your PLC scan rate. With that, you’re looking at sampling your position loop every 250 µs, your velocity loop is probably down in the 100 to 120 µs range, your torque loops are probably down in the 60 µs range. 4 kHz gives you the bandwidth to handle it.”
With every passing month, the process of converting grows more complex. The latest generation of machines must meet standards of speed, efficiency, and availability that designers of even a decade ago couldn’t have imagined. Fortunately, motion control has evolved to match, offering sophisticated controls solutions that allow OEM machine builders to meet, and even exceed, market demands.
Acknowledgements
Thanks go to Jesse Henson of Baldor for useful background discussions.
Motion Control & Motor Association
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Discover how Motion Control & Motor Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteMotion Control & Motor Association 
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Kollmorgen - Newly UL Recognized POWERMAX II® Stepper Motors
UL recognition enables machine builders to upgrade to superior stepper motor performance without requiring the new equipment to be re-certified
Allied Motion Secures New $125 Million Credit Facility
Refinancing expected to reduce annual cash interest expense by approximately $3.3 million on a pre-tax basis ($2.2 million after tax)
Kollmorgen AKM™ Motor and ACS Controller Drive Virginia Tech’s BOLT Electric Motorcycle to Victory
Flexible motion control platforms and knowledgable application support combine to deliver high-performance operation in diverse applications.