Industry Insights
Choosing the Right Linear Actuator
Getting the most performance for your application means choosing the right actuator. Given the myriad of choices, that can be challenging. Let’s take a closer look at the trade-offs and issues.
A linear actuator converts the rotary motion of a servo or stepper motor into linear motion. There are a range of actuator types, including lead screw actuators, ball screw actuators, planetary roller screw actuators, belt drives, and so on. Designs can be rodless, rod style, or even integrate the motor into the actuator. So how do you choose?
Like most things in engineering, the choice of actuator comes down to the application. Before you consider the various technologies, be clear about your requirements, from the load, speed, and accuracy, to the lifetime and duty cycle required. Will the actuator be operating in a washdown, vacuum or other harsh environment? How much space do you have? And, of course, what is your budget?
Armed with this information, you can make an informed choice and find the technology that will provide optimal performance for the investment. “As a design engineer you have four or five technologies looking back at you,” says Scott Frederick, applications engineer at Kerk Motion Products Inc. (Hollis, New Hampshire). “When you go all the way through a specific application, by the time you get to the end of it, you might only have one or two options left.”
 Screw Technology
Screw Technology
So what are some of those options? Linear actuators can be broadly divided into screw type and belt type. In the first category, a turning screw generates the motion. Screw-type actuators can be further divided into lead screws, ball screws, and planetary roller screw types.
In the most basic design, commonly referred to as a lead screw actuator, a threaded nut moves with respect to the screw, generating motion in whichever element is not fixed. The term ‘lead screw’ is actually a misnomer, because all of the screw designs are based on lead screws, but for purposes of this article and to minimize confusion, we will use it. Lead screw technology is simple, economical, and widely used. The actuators tend to be quiet and suffer less from back driving than other alternatives.
Because the surfaces of the nut are sliding against the threads of the screw, however, friction, and thus wear, become issues. This reduces lifetime, efficiency, speed, and also performance, because wear on the solid nut may affect accuracy/repeatability. Frictional resistance may even necessitate higher input torques.
 In general, lead screws are good solutions for cost-driven applications that can tolerate performance trade-offs. That still places the technology in a surprising range of markets, according to Frederick. “The medical industry, life science, semiconductor, automotive and data storage all play very well within the lead screw realm,” he says. “Part of the reason is that [those applications] typically involve lighter loads -- 500 pounds or less -- and duty cycles are typically not running 24/7.” In the medical and life sciences markets in particular, he notes, operations typically run five days per week, eight hours per day, well within the performance capabilities of a lead screw actuator.
In general, lead screws are good solutions for cost-driven applications that can tolerate performance trade-offs. That still places the technology in a surprising range of markets, according to Frederick. “The medical industry, life science, semiconductor, automotive and data storage all play very well within the lead screw realm,” he says. “Part of the reason is that [those applications] typically involve lighter loads -- 500 pounds or less -- and duty cycles are typically not running 24/7.” In the medical and life sciences markets in particular, he notes, operations typically run five days per week, eight hours per day, well within the performance capabilities of a lead screw actuator.
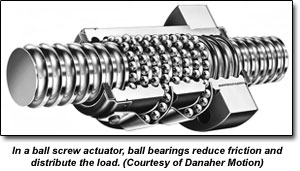
In a ball screw actuator, the motion of the nut around the screw gets an assist from ball bearings, reducing friction, distributing load and increasing lifetime predictability over a lead-screw-type design. Ball screws can take heavy loads and deliver precision positioning. They offer efficiency and thrust capabilities higher than those of a lead screw.
As always, there are trade-offs. Ball screws are more expensive than lead screws. The bearings can become contaminated, brinnelled, or even fractured, reducing performance or triggering failure. The reduced friction of a ball screw makes it easier to drive, but that also makes it easier to back drive, for example in a vertical application. The ball bearings also generate more noise.
Planetary Pros and Cons
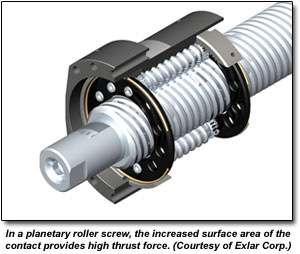
The next step up the performance ladder is the planetary roller screw. In a roller screw, a planetary arrangement of threaded rollers surrounds the main threaded shaft, increasing the surface area that takes the load and giving the screw its name. Planetary roller screws offer the highest possible thrust and lifetime of any screw-type actuator, operating with minimal maintenance and at high efficiency.
Of course, in the real world, all good things come at a price, and planetary screws are no exception. Their cost is the highest of the three lead-screw technologies. For demanding applications, however, planetary screws deliver the performance. “If a customer says they need 20 years of life out of the product -- it could be it in a remote location where there is no maintenance -- then maybe the roller screw would be the best choice,” says Frederick.
 Because of the number of screws ranging around the central lead screw in a planetary design, the nut tends to be larger. As with the ball screw, reduced resistance to motion means increased vulnerability to back drive; in fact, loss of motor torque can put planetary screw into free fall.
Because of the number of screws ranging around the central lead screw in a planetary design, the nut tends to be larger. As with the ball screw, reduced resistance to motion means increased vulnerability to back drive; in fact, loss of motor torque can put planetary screw into free fall.
In general, the planetary screw is the best solution for applications requiring high thrust force and a long lifetime. In certain cases, however, a ball screw solution might provide a viable alternative for applications that can afford to trade cost for size.
“I can get as high a force needed from a standard ball screw as a planetary screw, but the diameter is going to grow, everything else being equal,” says Jim Drennen, marketing manager at Tolomatic Inc. (Hamel, Minnesota). As with so many things, it's a trade-off. “Sometimes people say, ‘You know, I'm just going to go ahead and take the penalty of size because I've got a stationary piece of equipment anyway.’ Other people will make size a consideration because the application is robot end-of-arm tooling or in tight quarters, and then you’re going to see the planetary screw work.”
Belt Drive Basics
An alternative to the screw drive is the belt drive, particularly when speed is of the essence. “With the right combination of motor and gear reduction, you’re approaching the speed of pneumatics,” says Drennen, who cites belt drive actuators as fast as 200 inches per second (in/s).
All screw devices have what is called a critical speed. As the screw spins more rapidly, it begins to sag outward in what is called screw whip, causing vibration, premature wear, and, ultimately, failure. The phenomenon depends on screw diameter, lead, and rotational speed?the greater the diameter, the greater the critical speed.
“There’s R&D underway in terms of how we support the screw so that we can increase speed,” says Drennen. “The range of 10 to 50 in/s might be in the high end of what makes sense for a screw. For applications that start at 50 in/s and go up as high as 200 in/sec, you look at the belt.”
According to Drennen, polyurethane steel belts are robust enough to offer reasonable lifetimes. Belt drives are ideal for horizontal applications requiring speed and force. They’re generally not used in vertical applications, as breakage of the belt could put the load into freefall.
Belt drive repeatability is not as good as that of alternatives -- around +/- 0.002 to +/-0.010 in. or higher, compared to the +/-0.0001 to +/-0.003 in. offered by lead or ball screw designs. For applications requiring speed, though, a belt drive may well be the best choice. “While the degree of precision may be affected slightly in some cases,” says Rosengren, “the ability to achieve long stroke lengths at high velocities far outweigh any loss of precision.”
Noise or complexity don’t tend to be issues for belt drives. Like any belt though, they stretch and require regular tensioning. For stroke lengths, belt sag may also be a concern.
 Rodless or rod style
Rodless or rod style
Still another set of trade-offs involves a choice between rod style or rodless actuators. In a rod style actuator, the thrust element or rod moves out of the end of the actuator as motion takes place. In a rodless style, the actuator housing completely surrounds the screw, which moves the load on a platform that rides along the top of the actuator.
The two types offer different value propositions. The rod style actuator produces more force and excels at thrust type applications, whereas the rodless style supports the load. “The rod style actuator has a little more real estate available inside of it so you can put a larger bearing mechanism on it, whether it be a ball nut or roller nut or acme nut, and on account of that, you can produce more thrust in a given footprint,” says Gary Rosengren of Tolomatic. “You’re not trying to transmit this rotational motion to linear motor through another member to the actuator’s carriage, such as through a slender slot in the side of the cylinder structure [of a rodless actuator]. It's all more or less in line.”
The downside to the rod style is that most applications require a structure to carry the load. A rod-style actuator would do a fine job of pushing slabs of wood into a carton, for example, but might not necessarily be the best solution for positioning those slabs of wood for a hole-drilling sequence in a drill press. “It's not really designed to hold the load," says Frederick. "You would more than likely need some external bearing structure.”
In addition to providing load bearing and guidance structures, rodless actuators tend to be less subject to screw whip (critical speed). The screw is supported at either end and by the nut, as compared to being supported at one end only like the corresponding rod style. Rodless actuators also offer smaller footprints because the screws are contained.
In a rod-style actuator, the mass of the projecting rod can cause sag, compromising rigidity and increasing wear against the bearing elements; an exception is vertical thrust situations in which the load can be centered on the rod.
One place rod-style actuators really excel is in dirty environments, such as dusty factory floors, washdown environments, or environments with corrosive materials. The rod style actuator is sealed except for the mounting point of the motor and the exit point of the rod. Rodless actuators require narrow slits the length of the actuator to permit the loadbearing platform to couple to and move with the nut, making them difficult, if not impossible, to seal for wet environments.
Drennen thinks that rodless actuators are underutilized. “I think the market size for rod versus rodless might be 10 to one,” he says. “I think more people think in terms of rod style. If they evaluated their applications and looked at what they're trying to do to guide and support the external load, though, they would to give a strong consideration to a rodless style that has those things built into it.”
Integrated Actuators
Integration is sweeping the motion control industry, and actuators are no exception. Integrated actuators range from designs in which the screw is positioned within the motor so that as the windings are energized, the lead screw spins, to versions that incorporate drives and controls.
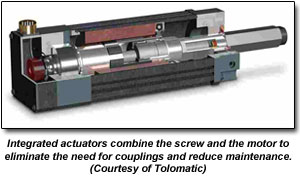 “Further integration of all the different parts seems to be the trend,” says John Walker, vice president of sales and marketing at Exlar Corp. (Chanhassen, Minnesota). “Instead of having a long threaded shaft and a long threaded cylinder, [the nut] becomes the rotor of the motor. The rod then travels inside the rotor and [the assembly] becomes half as long or half as wide as bolting the motor alongside the actuator.”
“Further integration of all the different parts seems to be the trend,” says John Walker, vice president of sales and marketing at Exlar Corp. (Chanhassen, Minnesota). “Instead of having a long threaded shaft and a long threaded cylinder, [the nut] becomes the rotor of the motor. The rod then travels inside the rotor and [the assembly] becomes half as long or half as wide as bolting the motor alongside the actuator.”
Integrating the actuator into the motor eliminates the need for a coupling, which eliminates weight, parts, and can become another point of failure. Weight, in particular, becomes an issue for applications in which inertia must be minimized, such as at the end of robot arms.
The value proposition for an integrated actuator is the same as for an integrated motor: ease of maintenance. For applications in which downtime has high cost, replacing the actuator becomes as simple as unscrewing the unit and screwing another one in. On the other hand, depending on who you talk to, the units can cost more than a system built of separate components, and the actuator fails more commonly than the motor. “Our experience has shown that the electric motor in a separate-component actuator is not the generally the first point of failure," says Drennen. "It's the bearing structure of the screw that causes issues.”
As usual, it comes down to the application. If time and maintenance costs are not concerns, a traditional system may be your solution. In an application like semiconductor fabrication, in which minutes of downtime can cost thousands of dollars, the money saved in diagnostic and replacement time would more than pay for the component.
Designing for Modularity
Of course, the hitch in this theory is that for machines with large numbers of axes and varied actuator requirements, a spares inventory could be prodigious. One answer is to design around this issue by trying to standardize on a handful of actuator types. The downside of this approach, however, can be general over-specification of the integrated actuator.
Drennen, for example, advises caution. “I see this a lot where people oversize their electric motors to the point that they are paying more for the motor. But it's not just the motor, now your drives and controls grow in size and cost, and all that rolls up into overall higher cost. That's what standardization will give you -- you reduce inventory costs but you increase component purchases." Ultimately, it comes down to a numbers game. "You have to do the math. At some point, based on the number of different motors and the number of axes on a machine, standardization might make sense. In other cases, it makes sense just to buy the actuator regardless of size.”
It all comes fundamentally down to the same message -- the application should drive your decision. “Start fundamentally with what is it that you’re trying to accomplish,” advises Rosengren. "What is the load, how is it oriented, what kind of motion profile are we trying to achieve? That will bring us to the point where we can begin to consider the mechanical attributes of each particular type of actuator and focus on the actuator that's most likely to provide not only the motion profile with the given parameters, but also the longevity that's required.”
Acknowledgements
For useful input, thanks go to John Wong, senior engineer at Oriental Motor USA Corp. (Torrance, California).
Motion Control & Motor Association
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Discover how Motion Control & Motor Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteMotion Control & Motor Association 
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Parker Wins Design News Golden Mousetrap Award
Design News magazine, a key information source for engineers developing products of the future, has named Parker’s CTC-brand Interact Xpress™ as its 2008 Golden Mousetrap Best Product Winner in the Automation category.
JVL Offers Geared Motors For Any Application
Easy connection of JVL integrated motors to a wide range of gear boxes - worm, low cost planetary, high performance planetary and backlash free robot gear reducers