Industry Insights
AVGs and AMRs Bring New Levels of Efficiency to Logistics
 Automated vehicles are changing the face of manufacturing and logistics. Whether transporting parts to the assembly line and helping operators to install them or making overnight shipping a standard, electrically powered automated vehicles present an important opportunity to both facility owners and the motion control industry, alike.
Automated vehicles are changing the face of manufacturing and logistics. Whether transporting parts to the assembly line and helping operators to install them or making overnight shipping a standard, electrically powered automated vehicles present an important opportunity to both facility owners and the motion control industry, alike.
The automated vehicle concept is not new. The first automated vehicle was released in the mid-1950s by Barrett Electronics. The concept was based on trucks that towed loads while following wires embedded in the floor. Although these systems were a far cry from the swarms of autonomous robots that now whizz around warehouses, these early systems sped up production, reduced employee injuries, and prevented damage to goods and equipment. Today, the technology is developing faster than ever, courtesy of smarter, smaller, more efficient, and more functional motion control technology.
The Basics of Automated Vehicles
Automated vehicles can be roughly divided into two classes: automated guided vehicles (AGVs) and autonomous mobile robots (AMRs). AGVs follow a fixed path, defined by a guide technology such as a track, the aforementioned embedded wire, or simply a line of reflective or magnetic tape on the floor. They are most commonly used in manufacturing to transport products, parts, and raw materials across the production floor and/or warehouse.
In contrast to AGVs, AMRs do not require fixed infrastructure to navigate. In fact, that flexibility is one of their core values. AMRs incorporate sufficient onboard processing power and sensors to be able to either follow path commands transmitted by a central server or manage a map and navigation information themselves, with updates from the server.
Although some AGV’s leverage diesel, pneumatic or hydraulic technology, a significant portion is based on electrical motors. Automated vehicles use electromechanical actuators for traction, steering, lifting, and operating robotic accessories. The application presents a host of challenges. The loads can range from a few kilograms to tens of thousands of kilograms. Speeds typically aren’t high, but the vehicles still require significant torque. Normally, the solution would be a large motor with a gearbox. However, gearing forms factors that might reduce packaging, carrying an efficiency penalty that could be a problem for battery-powered vehicles. The warehouse environment also exposes motion components to high degrees of shock and vibration. Solutions exist: it’s merely a matter of determining the right trade-offs.
Inside Automated Vehicles
Automated vehicles are powered by traction actuators on the drive wheels. Although AC induction motors and stepper motors can be used, brushed or brushless DC motors, or brushless synchronous AC motors are more common. The choice of whether to use brushed or brushless motors depends upon the requirements of the application in terms of budget, duty cycle, and lifetime.
Actuators can be implemented in the wheels in multiple ways: off-wheel, in-wheel, or integrated as a single unit.
Off-wheel: Motor and gearbox are integrated in the chassis of the automated vehicle and coupled to the wheel. Because efficiency is a concern, three common choices of gear are planetary, hypoid, or helical gearboxes. As with most things in engineering, there are trade-offs. “Hypoid and helical gearboxes offer much higher degrees of vibration resistance,” says Darrell Paul, Marketing Manager for Robotics and Motion Control at Omron Automation. “They’re more durable. Planetary gearboxes are best used with applications that require a higher degree of precision. They are more compact, but also harder to isolate from vibration.”
“Space-wise, it would be better if we could use an angular gearbox instead of a straight connector gearbox, but they are inefficient,” says Tobias Pfendler, Director of Product Strategies at Ametek. “You need good efficiency in these applications. An alternative is to integrate the straight gearbox into the wheel, which reduces the length while maintaining efficiency.”

Figure 1: Integrating the gearbox into the hub of the wheel reduces space claim while permitting the use of a straight line gearbox with improved efficiency compared to right angle gearboxes. (Courtesy of Ametek)
In-wheel: Frameless motors are delivered as separate rotors and stators that are built directly into the wheel (see Figure 2). The approach yields very compact designs that do not have couplings and, hence, are free of compliance.
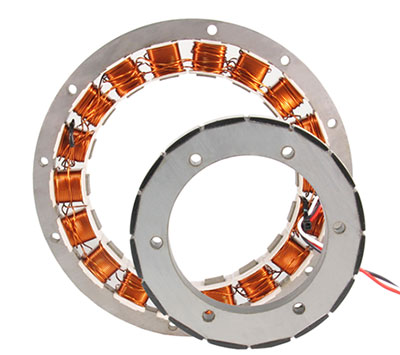
Figure 2: Frameless motors can be integrated directly into the traction wheel for a very compact design. (Courtesy of Allied Motion)
In-wheel traction motors do not typically benefit from gear reduction and because of size constraints, tend to be torque limited. For the right application, however, they can be a good fit, literally and figuratively.
Integrated wheel actuators: Integrated wheel actuators incorporate the entire assembly into a single part. In this approach, the robot manufacturer receives a part that can be bolted on to their automated vehicle (see Figure 3).

Figure 3: Integrated wheel actuators incorporate the entire electromechanical actuator with the wheel in an assembly that just needs to be connected to the chassis. (Courtesy of Allied Motion)
Steering the Vehicle
One of the primary values of an automated vehicle is its ability to bring the load to a specific place at a specific time. Although some automated vehicles travel on fixed tracks, most require the ability to steer. Vehicles accomplish this with a variety of architectures combining drive wheels and fixed casters designed purely to support weight. Steering can be as rudimentary as running one fixed traction wheel faster than the other, or as sophisticated as using a pair of rotating wheels to let the vehicle move sideways or spin in a circle (see Figure 4).
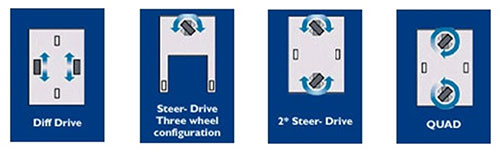
Figure 4: Automated vehicles use a combination of drive wheels and fixed casters to perform (from left) differential-speed steering, steering with a single rotating drive wheel, steering with two rotating drive wheels that turned 180°, and steering with two rotating drive wheels capable of turning 360° or more. (Courtesy of Transbotics Corp.)
With the exception of differential steering, electromechanical steering requires a separate actuator (see Figure 5). Depending on the loads involved and the surface terrain, steering can require a significant amount of torque. Once again, the application presents challenges in terms of space and form factor. In addition, the steering application requires feedback for accurate positioning.
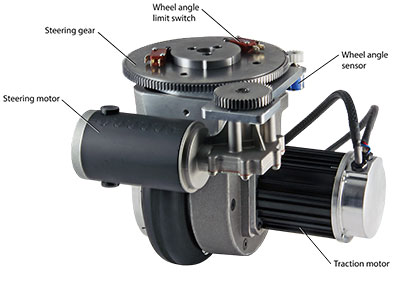
Figure 5: Permanent magnet gear motor turns the steering gear to rotate the wheel. Wheel-angle sensor and wheel-angle limits which restrict motion as required. Integrating the steering motor into the wheel assembly helps minimize space claim. (Courtesy of Allied Motion)
Certified Motion Control Professional Program
Strengthen Your Skills and Enhance Your Career

Become a Certified Motion Control Professional (CMCP) and join the elite group of system integrators, machine builders, manufacturers, end-users and others recognized in the industry for their professional knowledge and expertise.
AGVs in Action
AGVs are commonly used in manufacturing to convey pieces, parts, and even raw materials throughout the factory. Implementations include forklifts, pushers, tuggers, lifts, and hoists. They can be roughly divided into three levels. Low-end AGVs may have some intelligence – a PLC or an integrated automation controller – but they have limited functionality. They are designed purely to transport parts, typically dealing with lower masses. Pricing is a key concern; as a result, they are typically built with an emphasis on off-the-shelf components. “That makes it easier for the customer base to support,” says Mark Sobkow, Vice President of Manufacturing Systems at Red Viking. “We can tailor that to their skill sets within their company so that the pieces are often very familiar to them, if not the ones that they already use in other automation solutions.”
At the next level up the value chain lie AGVs that don’t just supply the production line, but participate in production itself. The AGV often features additional automation to assist the operator, perhaps lifting or rotating the part. It might incorporate smart tooling for adapting to new pieces that are being added to the assembly. The idea is to adapt and perform tasks to improve operator productivity and line throughput.
These attributes can bring significant flexibility and boost throughput. Consider one line for manufacturing piston engines. It’s an extremely complex process that, in a static line, can be held up if the right part isn’t available at the right time. Here, the flexibility provided by mid-level AGVs can boost productivity. “Maybe, the standard process calls for putting the fuel pump on first and then the oil pump,” says Sobkow. “If the fuel pump isn’t available because of the cell routing, then we do it the opposite way. The system is able to adapt and to really maximize the labor and/or the assembly process to make sure that utilization is as high as possible.”
With sufficient control abilities, AGVs can work in tandem in a master-slave configuration, for example, to move tandem truck axles. Using instrumentation in tooling with compliance, the tandem AGV can regulate speed and coordinate moves to avoid inducing stress in the part.
The third classification in Sobkow's space is heavy industry, either moving a part from point A to point B, or adding assembly steps. He points to the example of a helicopter manufacturer that uses a trio of coordinated AGVs to move the 50,000 pound airframes from one place to another on the production floor. “It’s a big aircraft in a very tight space,” says Sobkow. They’re trying to eliminate any possibility of damage.”
Early automated vehicles were designed without suspension, but that is changing. “Suspension is becoming part of the design process,” says Paul. “That’s partly for vibration isolation, but it also helps with the steering accuracy and path-following accuracy of the robot when the surface is changing in terms of different textures or degrees of incline. Larger-load robots – let’s say from a 50 kg payload to a 1500 kg payload – you definitely need a much more complex suspension design.”
Automated Vehicles in Warehousing
As with manufacturing, automated vehicle systems for warehousing applications vary in complexity. It starts on the palletizing/depalletizing side with automated forklifts and logistics vehicles, as already discussed. These AGVs or AMRs help put new shipments into inventory.
At the next level of complexity is the automated shuttle retrieval system. In this technology, robotic carts travel on rails throughout warehouse shelves to retrieve inventory from bins and delivered to human order pickers. The approach eliminates the need for access files. Warehouse storage shelves can be tightly packed and built multiple stories high to maximize inventory storage in minimal space. Meanwhile, human staffers remain safely on the ground.
In early implementations, carts were restricted to travel on a single level. More recently, shelving systems have been built enabling full freedom of motion vertically and horizontally. These vehicles use motion control technology and integrated feedback for accurate, precise, and repeatable positioning.
At the top level of complexity – and usefulness – are the mobile robots that travel throughout warehouses and fulfillment centers. Compact, flat, and highly nimble, these AMRs are designed to slide under storage units on legs known as pods, raise them up, and transport them to the order pickers.
Autonomous robots present a multitude of challenges. They are battery-powered, thus require high-efficiency operation while needing to produce high levels of torque. The compact form factor also places strict requirements on the size of the components that can be used. We’ve already talked about the constraints the application conditions put on motors and gearing. Electronics also need to minimize our demand on the battery. “Low-voltage servo drives are typically needed for such battery-operated applications, which also means they should be as efficient as possible,” says Tomer Goldenberg, Director of Marketing and Strategy at Elmo Motion Control. “These factors create a demand for higher current drives with smaller form factors.”
Controls
Early autonomous vehicles operated on a simple speed-controlled closed-loop architecture. AMRs require full closed-loop servo control. Practically speaking, that encompasses closed-loop servo control, the motion control-to-wheel close-loop control, and the navigation to closed-loop control between the wheels, the power transmission, and the motion-control system.”
The architecture enables the mobile vehicle to more effectively deal with dynamic environments and a wider range of operations because it is able to compensate for inclines, bumps, and other service factors that can interfere with final positioning on a drop off or pick up point.
Navigation implementations vary. In low-end autonomous robots, the map and navigation intelligence reside in a central server, which hands down commands to each individual vehicle. Executing the scheme effectively requires a reliable broadband wireless signal. Any delays that cause interruptions in the signal can introduce jerkiness or pauses in the robot motion.
Alternatively, the map and navigation intelligence can be resident on the robot, as well as on the server-level fleet-management system. The individual robots of the fleet synchronize with the server. In the event of a complete network outage, the robots will continue to operate.
One of the essential control tasks for the AMR fleets that serve distribution centers is to control each robot individually and with respect to the rest of the fleet. Proper synchronization helps prevent robot-to-robot collisions, as well as optimizing resource use. The server handles optimization and coordination rather than controlling the specific vehicles. “Path planning for that robot becomes more efficient,” says Paul. “You can start to incorporate trajectory interpolation into your motion control. The navigation system is able to predict the trajectories of moving objects, whether that be people or equipment, and be able to compensate that with their motion control much more in advance of arriving to that destination.” Instead of two robots on intersecting paths facing off against each other until they can wiggle around find a clear path, both vehicles can continue moving at speed while making a smooth adjustment in trajectory to pass without collision.
Fleet management tools have other tasks to perform. “One of the interesting challenges for the OEM AGV builder is to how to build an efficient charging mechanism,” says Bhaskar Chopra, Director of Sales on the motion control business of Siemens. “The charging mechanism needs to be part of a larger charging dock that may use their existing 480 V power supply in their distribution center, but be able to efficiently downgrade that to charge dozens of these AGVs in some sort of pre-existing optimized way. That fleet management tool isn’t just about optimizing AGV routes. It needs to be optimizing charging mechanisms, and charging times, and balancing loads so that you’re getting as much work out of that AGV without just obliterating its battery.”
It’s clear that automated vehicles, whether AGVs or AMRs, are remaking traditional processes for the better. A well-designed AGV/AMR program adds significantly more flexibility to both manufacturing and warehousing. Asset owners should perform simulations to optimize deployment of their systems. They should also take care to implement proper safety analysis and appropriate functional safety technology to protect people, products, and equipment.
Motion Control & Motor Association
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
Discover how Motion Control & Motor Association can support your automation journey with their complete range of solutions and expertise.
Visit Company WebsiteMotion Control & Motor Association 
The Motion Control and Motor Association (MCMA) – the most trusted resource for motion control information, education, and events – has transformed into the Association for Advancing Automation.
TECH B2B Marketing Honored With Netty Award
TECH B2B Marketing was recognized by the Netty Awards for the best integrated campaign.
MiR Reports 55% Increase in Autonomous Mobile Robot Sales in First Quarter of 2021
Mobile Industrial Robots (MiR), the global market leader in autonomous mobile robots (AMRs), today announced a 55 percent increase in sales in Q1 2021 over the same period last year.