Blog
Advancing Quality Control with AI-Powered Machine Vision
In today’s fast-paced manufacturing landscape, maintaining high product quality while increasing throughput is a challenge many companies face. Traditional visual inspection methods — while effective in some applications — are often time-consuming, labor-intensive, and prone to inconsistency. Artificial intelligence-powered machine vision is transforming this critical function.
By integrating AI with high-resolution imaging and smart software, manufacturers can now detect defects in real time, reduce waste, and optimize production lines with unprecedented precision. These innovations are helping companies across industries — automotive, electronics, food and beverage, pharmaceuticals, and semiconductors — strengthen their quality assurance systems while enhancing operational efficiency.
How AI-Powered Machine Vision is Reshaping Quality Control
Machine vision has long played a vital role in inspecting and sorting products in industrial environments. However, the integration of artificial intelligence — particularly deep learning — has significantly advanced its capabilities. Traditional rule-based systems often struggled to keep up with product variability and complex defect patterns, requiring frequent manual adjustments. In contrast, AI-powered vision systems can analyze large volumes of data, detect subtle anomalies, and adapt to new product types with minimal human input. This makes them especially well-suited for dynamic, high-mix production lines where speed, precision, and adaptability are critical.
Unlike rule-based systems that require pre-defined criteria and consistent defect types, AI-based vision systems learn patterns from vast image datasets. They can identify anomalies and deviations, even those that haven’t been previously encountered. This makes them highly effective in dynamic manufacturing environments where product designs or materials frequently change.
Detecting Micro-Defects Invisible to the Human Eye
AI-powered vision systems can identify surface anomalies, cracks, discolorations, or structural deviations at a microscopic level — often beyond the resolution of the human eye or traditional inspection tools. This level of precision is especially valuable in industries like semiconductors, electronics, and medical devices, where even the smallest imperfection can lead to product failure or safety concerns.
Learning and Evolving with New Data and Changing Product Lines
Unlike conventional systems that require manual reprogramming for every product variation, AI-based solutions continuously learn from new datasets. This enables manufacturers to introduce design changes or launch new product lines without overhauling their inspection infrastructure. The result is a highly adaptable quality control process that evolves alongside production demands.
Reducing False Positives and Missed Defects
By leveraging deep learning algorithms, these systems more accurately distinguish between acceptable product variations and actual defects. This significantly reduces false positives — where good products are mistakenly rejected — and false negatives, which allow defective items to pass through undetected. Over time, this leads to improved product quality, reduced waste, and greater trust in automated inspection results.
For industries like semiconductor fabrication or medical device manufacturing — where precision down to the micron is essential — AI-powered machine vision delivers the consistency and speed needed for large-scale production.
Case Study: Enhancing Wheel Quality with 3D Laser Profilers
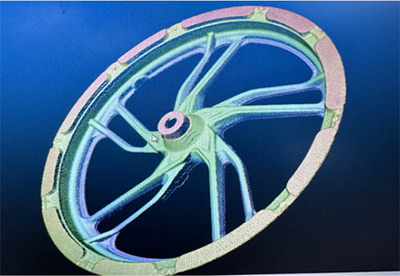 In the automotive industry, wheel inspection plays a critical role in ensuring vehicle safety, performance, and customer satisfaction. Traditional inspection methods, such as 2D vision systems and contact-based measurements, often fail to detect small but significant defects like micro-cracks, dents, or misalignment — especially on fast-moving production lines. Manufacturers require fast, accurate, and non-contact inspection technologies to meet rigorous OEM standards while minimizing downtime and cost.
In the automotive industry, wheel inspection plays a critical role in ensuring vehicle safety, performance, and customer satisfaction. Traditional inspection methods, such as 2D vision systems and contact-based measurements, often fail to detect small but significant defects like micro-cracks, dents, or misalignment — especially on fast-moving production lines. Manufacturers require fast, accurate, and non-contact inspection technologies to meet rigorous OEM standards while minimizing downtime and cost.
A leading automotive OEM addressed this challenge by integrating SinceVision’s SR5320 3D Laser Profiler into its quality control process. The profiler was mounted on a robotic arm to inspect wheels in motion, featuring a high-contrast 450 nm blue laser capable of scanning up to 67,000 profiles per second. Its wide scanning range accommodated various wheel sizes, while its high-speed 3D imaging enabled the precise detection of surface flaws. The captured data improved defect detection accuracy and optimized production efficiency, while maintaining compliance with strict quality standards.
Boosting Efficiency with Edge AI
Processing large volumes of visual data in real time is a critical requirement in modern manufacturing and inspection systems—especially when decisions must be made in milliseconds. That’s where edge AI proves invaluable.
By bringing AI computation directly to the production line, edge-based machine vision systems reduce latency and eliminate the need to send image data to centralized servers or cloud platforms. This localized processing enables immediate decision-making and corrective action, making it essential for fast-paced environments that require high throughput and minimal downtime.
Edge AI also supports more scalable and resilient system architectures. Instead of depending on network connectivity or centralized infrastructure, manufacturers can deploy self-contained, intelligent systems that continue to function reliably — even in remote or industrial settings.
Cincoze GM-1000 for Thermal Imaging
 During the COVID-19 pandemic, edge AI played a key role in thermal imaging systems used for public safety. One such implementation featured Cincoze’s technology in high-traffic areas like airports and hospitals. Their GM-1000 industrial GPU computer powered these systems, enabling real-time temperature screening, facial recognition, and mask detection — all without relying on cloud processing.
During the COVID-19 pandemic, edge AI played a key role in thermal imaging systems used for public safety. One such implementation featured Cincoze’s technology in high-traffic areas like airports and hospitals. Their GM-1000 industrial GPU computer powered these systems, enabling real-time temperature screening, facial recognition, and mask detection — all without relying on cloud processing.
Paired with thermal cameras, the GM-1000 used GPU-accelerated deep learning to process infrared images at the edge, enabling fast, contactless monitoring. Its compact, rugged design supported harsh environments, while modular GPU support allowed high-performance vision processing in limited space.
Originally developed for public safety, this application highlights how edge AI platforms like the GM-1000 can be adapted for industrial tasks such as defect detection and predictive maintenance where speed, space, and reliability matter.
Advanced Imaging: 3D and Multi-Spectral Vision
AI-powered machine vision becomes even more powerful when paired with advanced imaging techniques such as 3D vision and hyperspectral analysis. These technologies expand inspection capabilities beyond what the human eye — or even traditional vision systems — can detect.
- 3D Vision enhances inspection by capturing surface contours, volume, and shape — valuable data in applications like automated sorting, portion control, and packaging verification. In food processing environments, 3D imaging can be used alongside hyperspectral data to detect deformities, monitor fill levels, or confirm correct product dimensions — ensuring both quality and consistency.
- Hyperspectral Imaging extends machine vision capabilities beyond the visible spectrum to analyze the chemical composition, freshness, and contamination levels of products. This is particularly useful in industries such as pharmaceuticals, agriculture, and food processing.
Fighting Food Waste with Hyperspectral Imaging from ImpactVision
 One standout example of multi-spectral imaging in action is ImpactVision, a machine learning company using hyperspectral imaging to reduce food waste and improve product quality. Their system, deployed in food processing facilities, captures spectral data with Specim cameras mounted above conveyor belts. The software then analyzes each product in real time — detecting freshness levels, foreign objects, and key quality attributes without the need for destructive sampling.
One standout example of multi-spectral imaging in action is ImpactVision, a machine learning company using hyperspectral imaging to reduce food waste and improve product quality. Their system, deployed in food processing facilities, captures spectral data with Specim cameras mounted above conveyor belts. The software then analyzes each product in real time — detecting freshness levels, foreign objects, and key quality attributes without the need for destructive sampling.
ImpactVision’s technology enables full inspection coverage, helping food processors make immediate decisions about sorting, packaging, and distribution. This predictive approach reduces food fraud and recalls, improves shelf-life prediction, and significantly cuts upstream waste in the supply chain.
Machine vision’s ongoing evolution highlights how AI combined with advanced imaging can drive smarter, safer, and more sustainable operations across a wide range of industries.
Enabling Flexible Automation in High-Mix, Low-Volume Environments
In today’s demand-driven market, many manufacturers are under increasing pressure to deliver customized, short-run products without compromising on quality or efficiency. Traditional machine vision systems, which often rely on rigid, rule-based logic, struggle to accommodate the variability inherent in high-mix, low-volume (HMLV) production environments. AI-powered vision systems, however, are built for adaptability.
By continuously learning from diverse datasets and adapting to new inputs, AI-enhanced vision solutions can reliably handle:
- Frequent product changeovers: Quickly adjust to new product types, designs, or SKUs without the need for time-consuming reprogramming or manual recalibration.
- Varying materials and packaging: Recognize and inspect a wide range of textures, colors, finishes, and package types, maintaining inspection accuracy across different product lines.
- Inconsistent lighting or angles: Compensate for natural variations in camera positioning or lighting conditions that would typically degrade the performance of conventional vision systems.
This flexibility is especially valuable in industries such as consumer electronics, contract manufacturing, and specialty food production — where production lines must remain agile to meet shifting customer demands while still maintaining rigorous quality control standards.
The Role of Standards in Scalable Vision Integration
As manufacturers adopt AI-enhanced vision systems, standards play a vital role in ensuring interoperability, ease of integration, and long-term scalability. Without consistent frameworks, deploying complex machine vision solutions across various platforms, devices, and applications would be time-consuming, costly, and error-prone.
To address these challenges, organizations like the Association for Advancing Automation (A3) — along with global partners such as EMVA, JIIA, VDMA, and CMVU — have developed and maintained a suite of international machine vision standards through the G3 global standards group. These standards are designed to simplify integration, reduce costs, and accelerate the adoption of machine vision technologies across manufacturing sectors.
Commonly used interface standards include:
- Camera Link HS: Designed for high-speed, low-latency imaging, ideal for real-time quality inspection tasks that require rapid, high-resolution data capture.
- GigE Vision: Enables Ethernet-based data transfer over long distances with support for high-bandwidth applications like multi-camera inspection networks.
- USB3 Vision: Offers plug-and-play connectivity, making it easier to deploy compact vision systems on space-constrained production lines.
- CoaXPress: Supports long-range transmission of ultra-high-resolution images with low noise, ideal for precision-focused environments such as semiconductor inspection.
Software standards are just as critical. GenICam (Generic Interface for Cameras) provides a consistent software interface across different camera types and communication protocols. This means manufacturers can upgrade components like cameras or frame grabbers without rewriting inspection software, enabling faster deployment and easier maintenance of quality control systems.
By aligning with these global standards, manufacturers can confidently build flexible, future-ready quality control systems that integrate seamlessly with AI-powered vision technologies — supporting today's inspection goals and tomorrow’s innovations.
The Future of AI in Quality Control: What’s Next?
AI-powered machine vision is evolving quickly, and the future holds even more promising capabilities. As computing power grows and algorithms become more advanced, manufacturers will be able to implement smarter, faster, and more autonomous quality control systems than ever before.
Manufacturers can expect new innovations such as:
- Self-learning models: Vision systems that improve accuracy over time by identifying new defect types without requiring manual reprogramming.
- Collaborative robot integration: AI vision guiding robotic arms in real time for precision sorting, assembly, and inspection.
- AI explainability: Providing transparent, auditable decision trails — crucial for industries with strict regulatory oversight.
 As these technologies mature, we’ll see the rise of fully autonomous inspection systems capable of adapting to any change in production — reducing downtime, improving quality, and cutting costs. This shift will not only streamline operations but also empower manufacturers to meet higher compliance standards and customer expectations with greater confidence.
As these technologies mature, we’ll see the rise of fully autonomous inspection systems capable of adapting to any change in production — reducing downtime, improving quality, and cutting costs. This shift will not only streamline operations but also empower manufacturers to meet higher compliance standards and customer expectations with greater confidence.
Start Your AI Vision Journey at A3's FOCUS Conference
Discover the latest in machine vision and AI-driven automation at A3's brand new FOCUS Intelligent Vision and Industrial AI Conference in Seattle from September 24-25. While there, you can network with industry leaders and tech innovators and see real-world applications and cutting-edge technologies shaping the future of industrial automation. Learn more and secure your spot today.
Share This On X:
From micro-defect detection to edge AI, AI-powered machine vision is redefining quality control. Learn what’s driving smarter manufacturing. #MachineVision #AI #Automation
3D vision. Hyperspectral imaging. Edge AI. Discover how artificial intelligence is revolutionizing quality control across industries. #SmartManufacturing #A3Automation
Recent Posts