Lighting in Life Science Applications
Illumination products span a broad range of life science applications and generally fall into inspection and automation categories. They help screen at low and high speeds in areas like photocytometry, microscopy, and spectroscopy applications, in general medical diagnostics, single disease detection and for gene sequencing, cell sorting, or when looking at the molecular level to blood, tissue samples, or body fluids. They provide reagent-dyed samples the specific wavelengths of light that allow fluorescence to be seen when looking for cancer cells.
Lighting embedded into diagnostic instruments helps sensitize a sample when reading the unique bar code, serial number or part number markings for validation required by the FDA's unique device mandate, UDI. Part of this new mandate requires machine vision to validate the quality of bar codes and ensure they are correctly printed and complete.
It also helps research labs, biotech companies, or pharma manufacturers perform repetitive operations involving specialized robots, liquid handling or moving fluids from test tubes or plates to other locations and perform operations. It helps machine vision systems perform conventional checks on manufactured products or packages, verifying that product labels exist and have date, lot, and expiration codes, performing OCR and reading bar codes.
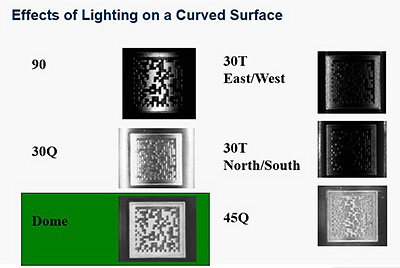
For traceability, medical device companies mark their parts with codes. Early direct part marks were serial numbers formed by lasers that have ablated a part's surface. But now two dimensional data matrix codes have been adopted on parts. Illumination can't from random directions when verifying codes on these types of parts because the surface may appear different depending on the angle of illumination which could affect the quality measurement. So, specialty lights provide illumination at different geometries to serve this new FDA device traceability requirement.
 Top Considerations
Top Considerations
Clinical environments may have different packages, environments, and regulatory requirements for data managing and tracking, but generally the considerations for life science users interested in applying machine vision lighting to their systems are the same as they would be for any vision system. Every instrument maker faces the same primary questions. 'What source technology will drive everything including the lighting?' And, 'Are the wavelength and package technologies sufficient to get the amount of contrast needed for an inspection?'
Users should choose a suitable lighting type and know what compromises go into that choice. They should know the photometric attributes of their desired measurement, the needed levels of accuracy, consistency, spectral purity, and spectral brightness. They should know the characteristics of the scan, and whether a reasonable screening will be made at a reasonable wavelength band or if the application needs specific wavelengths that may pull traditional lasers into the LED range.
The most common goal of illumination is to create contrast to differentiate a foreground object from its background. In life science applications, illumination is done with probes or other illumination devices to interrogate a sample or an object, be it a tissue sample, a cell, an enzyme or peptide or genome and interact with it to generate a contrasting background and useful information.
Inspections in life sciences help ensure the right decisions are made, so the light needs to be delivered in a precise, stable way that is repeatable and accurate from day to day and from device to device. The 'copy exact' philosophy applies to lighting – no matter where equipment is used in the world, it should have the same setup and operate the same way, for consistency.
The number one consideration for users interested in adding machine vision lighting to their systems is longevity. Expected product lifetimes in life science applications can be 15 years, and after it has been validated, a process that can take more than a year for new instruments, nothing can be changed throughout that time. Not only does the product have to exist for that long, but it has to perform the same.
Manufacturers make efforts to maximize the lifecycle of a product, with announcements years before a product's end of life. One bar code reader manufacturer announced in 2013 that a product introduced in 1996 that is still in use will stop in 2016, 20 years after its introduction. The company has introduced three generations of products since that one, but still produces and sells the older one in life science industries.
The machine vision industry needs to carefully select components. Commercial LEDs have their own longevity, variability, and lifecycles from their manufacturers. A machine vision system manufacturer's ability to freeze and deliver the exact same components over long time periods is becoming more difficult and more important since challenges surround the components themselves and because software is involved.
After looking at lifetime and freezing a product, a manufacturer needs to be able to deliver a small package and lot costs. Every component is target for miniaturization. These considerations are important to customers and vendors making design decisions and selections.
Suitable Lighting Types
For life science applications such as medical device inspection, clinical diagnostics, unique device identification, lab automation, or pharmaceuticals, LED and lasers are the primary types of controlled illumination sources used across the board. While lasers offer narrow spectral outputs with bandwidths that are a few nanometers wide, LEDs offer similar fairly narrow spectrums of around 30nm full width at half maximum (FWHM) bandwidth.
In the machine vision industry, LED lighting is the most popular and most desirable source by far, and it has the longest longevity. Being a semiconductor, the degradation of LED light over time is very low compared to other types of sources. Driven with the same amount of energy, it illuminates more predictably than others.
There are a few fluorescence and tungsten tube sources still in use today and continue to be service items for older products. Most have migrated to LEDs and lasers.
 The size of the illumination field helps determine which source to use. Generally fields are put into three size-buckets: micron-sized fields with dimensions in the 10's of microns x 10s of microns, small feature fields with dimensions that are 100's of microns, and large fields, which have millimeter or 10's of millimeter-sized fields of view.
The size of the illumination field helps determine which source to use. Generally fields are put into three size-buckets: micron-sized fields with dimensions in the 10's of microns x 10s of microns, small feature fields with dimensions that are 100's of microns, and large fields, which have millimeter or 10's of millimeter-sized fields of view.
Below 100's of microns, in microscopy screening applications, illumination is more difficult and expensive, and laser sources are used. LED technologies are a good choice for millimeter-sized fields, such as in wide field flood interaction and genome screening. Lasers can be used from 10's of microns to 10's of mm, but there are cost and performance choices to make, and packaging issues. Instrument designers have to decide how to manage heat and size the package, creating compromises. LEDs can't be used on fields the size of 10umx20um because enough energy can't get into the space.
Usage patterns, ambient temperatures, heat sinking, thermal paths, and heat management influence the overall lifetime of a lighting product, but the type of lighting source also affects the expected lifetime. LEDs and lasers are both semiconductor devices, but they generate different amounts of heat in the unit areas that they serve. The heat generated in a 1mm square from a LED can be managed and dissipated more effectively than it can for a laser source, which has an order of magnitude difference. Laser sources produce more intense heat than LED sources, so lifetime expectations for laser products are lower than LEDs. LED lighting sources will last 30,000 to 40,000 hours, and a well-managed laser source in the same conditions will only last 10,000 to 15,000 hours.
Now that bar codes have become two dimensional, they can't be read by a laser. Bar code readers need cameras with embedded lighting. Virtually every imager used in bar code readers has some sort of LED-based lighting to prevent hot spots or reflections from going back into the camera.
In specimen tube inspection applications, checking that the right tube is in the right place or that the height, diameter, or cap is correct, backlighting or other types of lighting from a broad range of machine vision lighting can be used. Depending on an application's geometry and uniformity needs, conventional backlighting used in machine vision applications may be suitable. For applications that require high uniformity, like analyzing slices of tissues for cancer cells and other types of histology analyses, specially-designed backlighting may be needed.
 The most important emerging lighting technology is UV LEDs. Although available for some time and still expensive, the longevity, light output, and price of these products have been improving. They are used in fluorescence imaging techniques since cells of interest fluoresce when illuminated with the right wavelengths of light, typically in the UV range.
The most important emerging lighting technology is UV LEDs. Although available for some time and still expensive, the longevity, light output, and price of these products have been improving. They are used in fluorescence imaging techniques since cells of interest fluoresce when illuminated with the right wavelengths of light, typically in the UV range.
Unique Considerations for Life Sciences
The decisions that are being made in life science applications may impact someone's health or life, or tests a drug product, so the specific wavelength of light and controlling the amount of light is very important, more than in industrial applications that are checking if labels are square on a bar of soap. Controlling the lighting spectrum to get the exact wavelength desired and delivering the correct amount of light repeatedly to the inspection area are unique needs for lighting that serve this market.
The footprint of a machine vision system can also be important in applications where lab or bench top space is at a premium, in research labs or hospitals. This is similar to semiconductor industries where floor space in a cleanroom is to be minimized. But, there are a few unique aspects found in the life sciences that are not found in other industries.
One is the importance of validation, which is much stricter than in the semiconductor industry. Once a product passes government certification, no changes can be made without recertifying, which can take years. In most industries, new is good. Not in life sciences. The other is the degree of liability and reliability that may exist in the outcomes of the process or tests. The process cannot give the wrong diagnosis.
 Biggest MV Lighting Advancements
Biggest MV Lighting Advancements
The LED and laser spaces are undergoing a converging process. LED optical brightness and efficiency are constantly improving, generating more photons in a given area and higher power densities serving more applications better and with improved repeatability. Lasers, which were traditionally large, expensive, and complicated, are migrating in the opposite direction. They have smaller footprints, less overhead and complication, and are becoming easier to integrate for use in the life sciences segment.
There is still a circle of need in the middle, with LEDs approaching from one direction and lasers from the other, and manufacturers are focusing on addressing the needs in this space. The biggest advancement over the last few years is that efficiency gains in LEDs are driving more opportunities for package designers.
MV Lighting Costs
Lighting cost depends on two factors, the area to illuminate and the speed of the cycles. If product or samples to be inspected move slowly, long exposure times can be used and a little lighting does well. When samples move quickly, powerful light that pulses quickly may be needed which will be more expensive and add additional costs for a controller.
LED controllers don't operate like home light timers but deliver repeated pulses for exact periods of time and with exact amplitudes to expose thousands of samples to bursts of light. Controllers provide the ability to adjust the width of the current pulses to make sure an exact amount of light energy is delivered each time. Also they are used to freeze motion during high speed process so accurate inspections can be made.
Compared to the costs of other components of a machine vision system, lighting is comparable. Broad illumination sources can be in the low $100's and life science light sources in the low $1000 range depending on power and wavelength. Lighting controllers can also cost under $1000.
As a standalone technology, LEDS are less expensive than lasers, but the overhead costs to implement a $10 LED is about the same as a more expensive laser. Between the cost of the component and the cost of the engineering, lights are inevitably expensive.
The more engineering that goes into a system, the more selectivity is needed with suppliers. Choosing between suppliers that offer LEDs from a known origin and with a known lifecycle will be reflected in the cost of the component over someone less reputable. Paying an extra $1 for a component light, reader, or machine vision system may be worth avoiding months of downtime in a serious manufacturing environment. It is still a very competitive market.
Challenges to Lighting Manufacturers
The problem of illumination is to put as many photos in the interrogation area as possible. The technical challenge for illumination technology going into smaller, faster, and cheaper devices is how to get more photons in less space for less money. Whatever solutions put the photons where they are needed and use them efficiently, the question is how to generate less heat, use less power, and have less overhead so the cost per transaction decreases.
In other markets such as electronics and fluidics, other technology trends drive transaction costs down. But the illumination market is different. Almost all instruments use customized designs and there are no one-size-fits-all products. Every transaction involves compromise – either on cost, performance, or schedule. Manufacturers ask whatever is least important at the moment, and compromise there.
As package sizes reduce, heat is the major contributor to all of the failures in illumination – performance, lifetime, and reliability. Manufacturers and designers create strategies to better manage heat and create packages that separate the electronics or features, or piggyback onto other infrastructures in the device to manage the customer's needs.
Across all markets, manufacturers are putting more engineering into light design. Built-in constant current controllers offer the ability to provide custom currents. Diffusers, careful geometric LED arrangements and other patented approaches create uniform lighting without hot spots where the LEDs are.
 Fastest Growing Life Science Application for MV Lighting
Fastest Growing Life Science Application for MV Lighting
On the quality control side, illumination with multiple color LEDs is a rapidly growing application as more hospitals are requiring color checking processes to be automated. Processing samples and test tube vials with colored caps is moving away from operators performing visual checks and towards error proofing with robotics and cameras.
The color of the lighting used during inspections influences the color that the camera sees, for example, using a red light makes caps look black. And, so do the camera settings. Using the wrong setting, like daylight in a room with fluorescent lights, the cap will look bluish. Also, the color of LEDs varies slightly from bin to bin as manufactured, and the variations can't be specified or controlled. An important part of the process is white balancing and calibrating a combination of lighting and camera in color checking systems becomes very important to produce meaningful results, so a red cap is seen as red, not pink.
The fastest growing segment with biggest potential for illumination is miniaturization and the drive towards the Holy Grail – point of care. The definition changes depending on the application, but it is the equivalent of delivering fiber to every home – putting instruments with the right size, cost, and ease of use at the place where care is delivered – in clinics, doctor's offices, or even at a home. The goal is that medical devices smaller than the size of a laptop or PDA will be able to manage, treat, and drive a disease to minimum levels or extinction.